
Open-source metal 3-D printer/ru

| Тип | |
|---|---|
| Авторы | Джеральд К. Анзалоне Ченлун Чжан Бас Вийнен Пол Дж. Сандерс Джошуа М. Пирс |
| Расположение | Мичиган , США |
| Статус | Разработанный Моделированный Прототип Подтверждено |
| Подтверждено | БОЛЬШИНСТВО |
| Годы | |
| Расходы | 1 194,13 долларов США |
| Лицензия на оборудование | ЦЕРН-ОЛ-С |
|---|---|
| Сертификаты | Начните сертификацию OSHWA. |


Технический прогресс в сообществе разработчиков самовоспроизводящихся 3D-принтеров с открытым исходным кодом ( RepRap ) позволил быстро расширить распределенную форму аддитивного производства с использованием полимерных материалов. Однако отсутствие альтернативы из металла с открытым исходным кодом, а также высокие капитальные затраты и низкая производительность коммерческих 3D-принтеров для металла серьезно ограничивают их внедрение. Применение коммерческих 3D-принтеров для металла ограничено только быстрым прототипированием и дорогостоящими готовыми изделиями. Это серьезно ограничивает доступ к технологии для малых и средних предприятий, развивающихся стран и для использования в лабораториях. В данной статье описывается разработка 3D-принтера для металла с открытым исходным кодом стоимостью менее 2000 долларов. 3D-принтер для металла управляется микроконтроллером с открытым исходным кодом и представляет собой комбинацию недорогого коммерческого сварочного аппарата MIG в защитной газовой среде и модификации Rostock — Deltabot RepRap. Приведены спецификация материалов, электрические и механические схемы, а также основные процедуры сборки и эксплуатации. Проведен предварительный технический анализ свойств 3D-принтера и получаемых стальных изделий. Обсуждены результаты печати функциональных металлических деталей по индивидуальному заказу и сделаны выводы о потенциале технологии и необходимых дальнейших работах для ее массового внедрения.
Новейший металлический 3D-принтер RepRap можно найти здесь.
Новое программное обеспечение: усовершенствования в области нарезки и обработки данных для 3D-печати металлом с использованием технологии GMAW с открытым исходным кодом.

Спецификация материалов
| Элемент | Число | Стоимость (доллары США) | Источник |
|---|---|---|---|
| Все 12 напечатанных деталей по цене 40 долларов за кг. | 12,00 долларов | Local RepRap | |
| Все крепежные изделия | 2,00 доллара | http://www.mcmaster.com/ | |
| гайка М3 | 90 | ||
| винт M3x10 мм | 12 | ||
| винт M3x12 мм | 48 | ||
| винт M3x20 мм | 12 | ||
| установочный винт M3x8 мм | 6 | ||
| Стиральная машина M3 | 102 | ||
| M8nut | 6 | ||
| винт M8 | 3 | ||
| Керамическая изоляция 152 мм x 152 мм | 1 | 4,00 доллара | |
| Стержни, подшипники и стяжки | http://www.amazon.com/ | ||
| гладкий стержень 300 мм x 8 мм | 6 | 25,00 долларов | |
| Стержень из углеродного волокна диаметром 304,8 мм | 6 | 6,00 долларов | |
| подшипники 608zz | 6 | 2,40 доллара | |
| Подшипники LM8UU | 6 | 6,00 долларов | |
| Небольшие проволочные стяжки | 3 | 0,50 доллара | |
| Наконечник рулевой тяги | 24 | 8,00 долларов | |
| Лента T5 600 мм | 3 | 5,90 долларов США | http://www.polytechdesign.com/ |
| Алюминиевая пластина размером 241 мм x 51 мм x 4 мм. | 3 | 114,00 долларов США | Местная механическая мастерская |
| Шаговый двигатель NEMA17 (1,8°, удерживающий момент 5,5 кг·см, длина провода 750 мм) | 3 | 39,00 долларов | http://www.kysanelectronics.com/ |
| Механический концевой выключатель | 3 | 3,33 доллара | http://www.digikey.com/ |
| Плата микроконтроллера Melzi | 1 | 120,00 долларов США | http://web.archive.org/web/20160304170259/http://matterfy.com/ |
| Сварочный аппарат Millermatic 140 Auto-set MIG с тележкой. | 1 | 836,00 долларов США | http://www.millerwelds.com/ |
| Источник питания | 1 | 8,00 долларов | (Переработанный)/Интернет |
| Провода | 1 | 2,00 доллара | (Переработанный)/Интернет |
| Общий | 1 194,13 долларов США |
Печатные детали

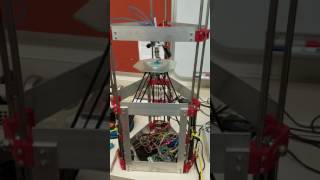
Распечатайте эти STL-файлы на любом устройстве RepRap . Красные детали на изображении справа — это уже напечатанные детали. SCAD-файл можно распечатать , если он вам понадобится.
- 3X File:End motor.stl
- 3X File:End idler.stl
- 3X File:Belt terminators.stl
- 3X File:MOST 12 tooth pulley.stl
- Файл:Effector.stl
- Файл:Carriage.stl
- Файл: Bed adapter.stl
Строительство
Примечание для производителей
Если вы уже собирали RepRap, это будет легко — если же вы не знакомы с RepRap или Deltabot, такими как Rostock, — более подробные инструкции по сборке доступны на странице сборки MOST Prusa RepRap и в разделе «Обзор сборки Delta:MOST» . По этим ссылкам вы найдете подробную информацию, например, о том, как сплести провода или настроить микроконтроллер Melzi/Arduino. Однако эта концепция не ограничивается данной конкретной конструкцией и, конечно же, должна работать для большинства принтеров RepRap — вам просто понадобится огнезащита и собственный сварочный аппарат… удачи! Если у вас получится, пожалуйста, напишите нам.
Начальная подготовка
- Подготовьте все материалы, указанные в спецификации материалов.
- Все пластиковые компоненты распечатайте на принтере RepRap.
- Расширьте отверстия для винтов M3 в каждой пластиковой детали и очистите места крепления гаек острым ножом, чтобы обеспечить совместимость со всеми винтами и гайками M3.
Конструкция с одной опорой



- Прикрепите двигатель и пластиковое основание винтами M3 x 10 мм с шайбами. Вставьте две гайки M3 в фиксаторы установочных винтов на шкиве, неплотно вставьте два установочных винта M3 x 8 мм в шкив. Проденьте шкив через стержни двигателя и затяните все винты.
- Прикрепите концевой выключатель к его держателю на пластиковом основании с помощью винтов M2 x 10 мм. Добавьте немного эпоксидной смолы, чтобы выключатель не смещался. Убедитесь, что винт в каретке входит в зацепление с рычагом выключателя. Отрегулируйте этот винт, чтобы установить положение, в котором каретка входит в зацепление с концевым выключателем.
- С помощью дрели или ножа очистите отверстия для стержней, вставьте 2 параллельных гладких стержня длиной 300 мм в отверстия в пластиковом основании, закрепите все стержни винтом M3 x 12 мм с шайбами, чтобы зафиксировать оба стержня.
- Погрузите подшипники LM8UU в масло для смазки, вставьте 2 подшипника LM8UU в пазы пластикового челнока и плотно закрепите каждый подшипник двумя небольшими проволочными стяжками. Наденьте подшипники LM8UU вместе с пластиковыми челноками на каждый стержень.
- Прикрепите верхний конец параллельных стержней к верхним пластиковым деталям винтами M3 x 12 мм с шайбами. Используйте установочный винт M8 и гайку M8, чтобы закрепить два подшипника 608zz в центральных отверстиях в верхней пластиковой детали.
- Пропустите один конец ремня T5 через один концевой зажим ремня и протяните конец ремня через другой концевой зажим. Оберните конец ремня вокруг шкива. Оберните другой конец ремня вокруг подшипников 608zz. Прикрепите один концевой зажим к пластиковому челноку с подшипниками LM8UU с помощью винта M3 x 10 мм с шайбой. Надежно закрепите концевые зажимы небольшой проволочной стяжкой.
3X
На этом завершается сборка одной опоры. Три опоры следует собирать параллельно. К нижней и верхней пластиковым деталям крепятся алюминиевые пластины размером 241 мм x 51 мм, чтобы придать раме форму треугольной призмы .
сборка платформы
- Концы проволоки прикрепите эпоксидной смолой к стержням из углеродного волокна с обоих концов. Для крепления концов проволоки к пластиковым держателям используется комплект винтов и гаек M3 x 12 мм. Другой конец крепится к пластиковому держателю сцены.
- Убедитесь, что винты M3 свободно вкручены в отверстия на концах проволоки, чтобы каждый рычаг из углеродного волокна мог свободно перемещаться во всех направлениях.
- В пластиковый держатель платформы ввинчиваются 3 гвоздя длиной 5 см для поддержки керамического лотка размером 152 мм х 152 мм.
Электроника

- Схему подключения см. на рис. 2.
- Шаговые двигатели и концевые выключатели подключены к соответствующим клеммам на плате микроконтроллера, которая соединена с компьютером под управлением Linux с помощью USB-кабеля.
- Питание платы осуществляется от переработанного компьютерного блока питания.
- Для управления сварочным аппаратом мы используем одно из этих реле, подключенных к вспомогательным выводам ввода/вывода и питания платы RAMPS. Изменение состояния выводов, к которым подключена плата, изменяет состояние реле, назначенного активированному выводу. Контакты реле затем подключаются параллельно к курковому выключателю в рукоятке сварочного пистолета. Переключение куркового выключателя или реле включает и выключает сварочный аппарат. Таким образом, сварочный аппарат можно использовать в обычном режиме, даже когда он не подключен к принтеру...
Безопасность
- Средства защиты соответствуют стандартным протоколам безопасности при MIG-сварке.
Рабочая зона
- Используйте свой металлический 3D-принтер на ровной поверхности, изолированной от воды и легковоспламеняющихся материалов.
- Убедитесь, что у вас обеспечено надлежащее заземление с помощью металлического контакта с металлическим основанием.
- Всегда надежно закрепляйте газовый баллон на вертикальной опоре или тележке и используйте только газовые шланги, предназначенные для сварки.
- Уберите все лишнее с рабочей зоны, иначе искры будут разлетаться повсюду. Сведите к минимуму количество кабелей под ногами, чтобы избежать спотыкания.
- Регулярно осматривайте шланги на предмет протечек, износа и ослабленных соединений, а также заменяйте неисправные трубки. Распылите на шланг мыльный раствор. Образование пузырьков укажет на протечки.
- Обеспечьте надлежащую вентиляцию рабочей зоны. Сварочные пары опасны. В домашнем гараже оставьте дверь или окно открытыми и включите вентилятор в качестве вытяжного устройства, чтобы удалить пары из зоны дыхания. Мы также использовали маски.
защитное снаряжение
- Находясь в лаборатории, всегда надевайте защитные очки.
- При печати и/или наблюдении за принтером во время печати надевайте сварочную маску/шлем (с автоматическим затемнением или откидной маской, имеющей действующую сертификацию ANSI) или смотрите на него через веб-камеру. Не смотрите на принтер незащищенными глазами!
- Для удаления подложки после печати используйте плоскогубцы или толстые кожаные перчатки.
- При работе с напечатанными деталями всегда надевайте огнестойкий лабораторный халат и прочные кожаные перчатки.
- Наденьте кожаную обувь — высокие кеды (обувь со стальным носком будет плюсом).
Металлическая 3D-печать предполагает более длительное воздействие сварочных работ, чем при обычной сварке. Необходимо обеспечить полное покрытие кожи, чтобы избежать солнечных ожогов.
Операция
Управление платформой аналогично управлению обычным 3D-принтером RepRap Delta. Для ознакомления с терминологией воспользуйтесь этой ссылкой . Загрузите прошивку Repetier и программное обеспечение для хоста , используйте Arduino для загрузки прошивки на платформу и настройте Cura на хосте. Это будет работать на любом типе компьютера, но мы рекомендуем бесплатную операционную систему Debian с открытым исходным кодом . Модели можно создавать и изменять с помощью любого 3D-редактора, например OpenSCAD , Blender или CAD-приложения, такого как FreeCAD (более подробный список бесплатных CAD-программ с открытым исходным кодом можно найти здесь) . Модель следует экспортировать в файл STL. Этот файл загружается в Cura и нарезается на траекторию инструмента. Может потребоваться несколько попыток, чтобы правильно настроить все параметры. GCode сохраняется на диск и открывается с помощью Repetier Host, который отправляет его на платформу. Когда платформа достигнет сварочного пистолета, включите сварочный аппарат, подключив кабель, ведущий к выключателю (который нужно удерживать нажатым с помощью проволочной стяжки). Во время печати следите за расстоянием между пистолетом и объектом. Оно должно начинаться примерно с 7 мм и оставаться неизменным. Если оно увеличивается, либо уменьшите высоту слоя, либо замедлите движение (это можно сделать во время печати с помощью Repetier Host). Если оно уменьшается, сделайте наоборот.
Экспериментальные особенности
Хотя вся система всё ещё находится на стадии эксперимента, некоторые её части более экспериментальны, чем другие. Здесь перечислены некоторые функции, которые тестируются с разной степенью успеха. Cura попытается отрегулировать «ширину линии» наносимого филамента, изменяя скорость подачи. В настоящее время сварочный аппарат не поддерживает такую регулировку, поэтому некоторые детали получают больше материала, чем должны, а другие — меньше. Для решения этой проблемы был разработан плагин для Cura, который преобразует эти изменения скорости подачи в изменения скорости вращения сопла. Плагин можно найти вместе с файлом scad на GitHub . Этот плагин также поддерживает добавление пользовательских команд при завершении или начале перемещения. Это можно использовать для активации реле для переключения питания сварочного аппарата.
См. также
- Анализатор дуги с открытым исходным кодом: многосенсорный мониторинг аддитивного производства с использованием проволочной дуги.
- Механизмы отделения подложки при 3D-печати алюминиевым металлом методом газовой дуговой сварки — как снять напечатанное изделие с подложки с помощью молотка.
- Недорогой монитор напряжения и тока с открытым исходным кодом для 3D-печати методом газодуговой сварки.
- Оптимизация параметров печати методом роя частиц для 3D-печати металлом с использованием TIG-сварки с открытым исходным кодом
- Разработка гипоэвтектического алюминиево-кремниевого сплава для 3D-печати методом GMAW с использованием клиновидного литья.
- Лаборатория открытого исходного кода
- 3D-печать OSAT с открытым исходным кодом
- Экономический анализ жизненного цикла распределенного производства с использованием 3D-принтеров с открытым исходным кодом.
- Экологические последствия распределенного производства с использованием 3D-печати полимерных компонентов и изделий.
- Создание исследовательского оборудования с использованием свободного оборудования с открытым исходным кодом.
- Делфтский технологический университет - MIG+ Prusa I3
- Weld 3D — первый коммерческий продукт, созданный на основе Weld 3D.
- см. литературу по «аддитивному производству проволочной дуги» (WAAM).
- Мини-металлообработчик — 3D-принтер, специально разработанный для работы с металлической глиной, которая затем обжигается — стоимость сборки 25 долларов, инструкция по сборке практически с открытым исходным кодом.
- Código abierto Impresora 3-D для металлов
- Применение технологии 3D-печати металлом на основе GMAW с открытым исходным кодом.
- MOST — 3D-принтер для печати металлом с открытым исходным кодом, версия 2.
- Плагин для нарезки моделей для 3D-печати металлом
- Формирование механизмов высвобождения подложки непосредственно на месте для 3D-печати металла при дуговой сварке в защитной газовой среде.
- Недорогой монитор напряжения и тока с открытым исходным кодом для 3D-печати методом газодуговой сварки.
- Интегрированный мониторинг и контроль напряжения и тока в газодуговой сварке, магнитный шарикоподшипниковый 3D-принтер с открытым исходным кодом.
- Очистка алюминиевой подложки для 3D-печати: MOST
- Использование обратной дельта-формы для печати восковых моделей при литье металла
Полезные дискуссии
- Обсуждение на форуме RepRap
- Обсуждение на Thingiverse
- Обсуждение на Reddit
- Обсуждение Hack-a-day
- Обсуждение Расталла в G+
- Обсуждение в журнале «The Register»
- Обсуждение на Slashdot
- Группы Google, посвященные советам, хитростям и обзорам 3D-принтеров.
СМИ
Американские СМИ
- Ученые создали недорогой 3D-принтер для печати металлом с открытым исходным кодом - Michigan Tech News, Phys.org , Science Daily , Science Codex , The Cherry Creek News , Planet Infowars , Business Standard , GentedeHoy (испанский) , ItechPost , Reddit , CBS Detroit , Bubblenews , Lab Manager, 3ders , Hexus
- Ослабился винтик? 3D-принтер скоро сможет выковать вам новый — NBC News
- Печать металлом: инженеры создали самодельный сварочный 3D-принтер менее чем за 1500 долларов — International Business Times
- Ученые из Мичиганского технологического университета создали самодельный металлический 3D-принтер за 1500 долларов — Gigaomm , CNN Money, ARS Mobilitas
- Недорогой 3D-принтер для печати металлом с открытым исходным кодом может сделать революционные технологии доступными для миллионов людей — International Science Times
- Новый 3D-принтер для печати металлом имеет открытый исходный код и доступен по цене — Live Science, Yahoo News , Scientific American
- Да здравствует самодельный настольный 3D-принтер для печати металлом! - DVice
- Теперь вы можете печатать металл на 3D-принтере дома — материнская плата
- Проверка ваших металлических способностей - Newsweek, Newsweek.com
- 3D-принтер для сварки из Ростока? - Hack-a-Day
- Университет Мичигана выпустил 3D-принтер для печати металлом с открытым исходным кодом по цене менее 2000 долларов — Индустрия 3D-печати
- Недорогой способ печати металлических деталей — The New York Times
- RT ACM (Ассоциация вычислительной техники) , Treehugger , 3D Printer World , Engineering.com , Geeky Gadgets , Gizmodo , Dragons Tales , The Examiner , ICT Career , VR Zone , Gizmag , Computer Weekly , ITPro Portal , Consett Magazine , Shift Frequency
- Меморандум о взаимопонимании с Sigma Labs : Market Watch, Sacramento Bee , MSN Money , Wall Street Journal , Yahoo Finance, Business Week , ABC 27 , 3D Printing Industry , 3Ders , Technorati , Design News
- Топ-5 лучших применений 3D-печати 2013 года по версии Майка Молич-Хоу, автора 3DPI , — 3D-печатная индустрия
- 10 самых невероятных проектов с открытым исходным кодом, появившихся в 2013 году - Open Electronics
- 3D-печать нового уровня с использованием технологии Metal Manufacturing.net
- Революция в 3D-печати: новые технологии 3D-печати — подробный обзор в прямом эфире.
- 3D-принтер Free Form Metal — это 3Doodler на стероидах — Индустрия 3D-печати
- Изящество и роботизированная 3D-печать металлом – MX3D-METAL Йориса Лаармана – Мир 3D-принтеров
- Передовые исследования Мичиганского технологического университета - Вторая волна исследований в Верхнем полуострове Мичигана
- 8 невероятных проектов с открытым исходным кодом, за которыми стоит следить! - Electronics For You Times
- Технология, меняющая правила игры — повесить банкиров
- Печать металлом для потребителей – S1 от Aurora Labs - 3D Printer World
- Печать по металлу с помощью MIG-сварки — Ежедневный лайфхак
- Голландские студенты создали самодельный 3D-принтер для печати металлом, используя принтер Prusa i3 и сварочный аппарат MIG — 3Ders, Студенты объединили принтер Prusa i3 со сварочным аппаратом MIG для создания доступного 3D-принтера для печати металлом — 3D Print
- Голландские студенты собрали самодельный металлический 3D-принтер, используя принтер Prusa i3 и сварочный аппарат MIG #3DPMetal - Adafruit
- Я — человек из алюминиевого сплава — Car and Driver 2017
Международные СМИ
Британия
- 3D-печать металлом и шесть ключевых изменений во «второй промышленной революции» — The Guardian
- The Register , The Telegraph , The Independent , Techienews , ITPro , Eureka Magazine
Канада
- Ученые опубликовали планы создания 3D-принтера для печати металлом с открытым исходным кодом - Canadian Manufacturing/Design Engineering
- Новый недорогой 3D-принтер для печати металлом на основе инноваций с открытым исходным кодом - Substance
Китай
- 3D-принтер для печати металлом: что вы хотите из него изготовить? - Guokr.com (вкратце)
- 3D-принтер для печати металлом, 1500$. Вы готовы? - 3dyf.com (3dyf)
- OS China , IT Home , CN Beta , AMOBBS
Дания
- Byg din egen 3D-принтер по металлу за 6500 крон - Ingeniøren
Франция
Германия
Индия
- Ученые создали недорогой 3D-принтер для печати металлом с открытым исходным кодом - Jagran Post
- Ученые создали недорогой 3D-принтер для печати металлом с открытым исходным кодом - Economic Times (Indian Times)
Италия
- 3D-печать металла, открытый исходный код и арахис — Tom's Hardware
Япония
- Дешевый проект «сделай сам»! Мичиганский технологический университет разрабатывает 3D-принтер для печати металлом с открытым исходным кодом - Новости социального дизайна
Литва
- Отныне на 3D-принтере по металлу можно зарабатывать всего 1,5 доллара за тысячу долларов, не выходя из дома. - Mokslasit 15 мин, Technologijos
Малайзия
Норвегия
- Her er er 3D-printeren du kan lage selv - Teknisk Ukeblad (Technical Weekly)
Польша
- Распечатай пистолет - Речь Посполитая (rp.pl)
Румыния
Россия
- 3D Металлическая печать, вскрытая - Lenta.ru, 2045.ru , Казанский федеральный университет , Inline
- Американцы создали 3D-принтер, позволяющий печатать на металле — Imena
- Epoch Times , Computerra , Scienceblog.ru
Испания
- Impresora 3D для металла, бараты и кодовые знаки - NCYT, Insurgente Press
| Авторы | Джошуа М. Пирс |
|---|---|
| Лицензия | CC-BY-SA-3.0 |
| Организации | МОСТ , МТУ |
| Цитировать как | Joshua M. Pearce (2013–2025). "Open-source metal 3-D printer". Appropedia. Retrieved April 13, 2026. |