
Delta Software:MOST


Note
[edit | edit source]Recall that the software requirements are listed in the Before You Begin section of the overview.
Host Software
[edit | edit source]Host software is necessary to control the printer. There are a few printer host applications available, we will focus on Repetier-Host , Pronterface, and MatterControl.
A printer host provides an interface from which the printer can be controlled and print jobs can be queued. They frequently include some level of integration with a slicing package and provide a graphical representation of the model loaded into the software. Ultimately, they all provide roughly the same experience with the printer and the one to use comes down to user preference.
Repetier-Host
[edit | edit source]Install the correct version for your system. Once the software is running, start by setting up the printer - select the Printer Settings button in the tool bar. The settings should be:
Connection tab:
- Port depends on the PC. In Windows, check Windows Device manager to be certain it will be i.e. COM4, COM6, CO, etc. Linux: Click refresh Ports and look for a port with name containing 'USB' followed by a number. Mac OS: TBD.
- Baud Rate: 115200
- Transfer Protocol: Autodetect
- Reset on Connect: DTR high>low
- Reset on Emergency: default
- Receive Cache Size: default
Printer tab (Win) OR Behavior tab (MacOS):
Everything default except:
- Z-Axis feed Rate: 4800
Extruder tab (Win) OR Behavior tab (MacOS):
Everything default except:
- Number of Extruder: 1
- Max. Extruder Temperature: 250 (not selectable on MacOS)
- Default Extruder Temperature: 210
Printer Shape tab (Win) OR Dimension tab (MacOS) :
- Printer Type: Rostock Printer (circular print shape)
- Home X: 0
- Home Y: 0
- Home Z: Max
- Printable Radius: 126
- Printable Height: 250
When finished click Add and save your configuration as MOST Delta.
Pronterface
[edit | edit source]
PLEASE NOTE THIS IS NOT COMPLETE
Install the correct version for your system. Once the software is running, start by setting up the printer - select the Settings tab then select options. The settings should be:
Printer Settings Tab
- Baud Rate: 115200
- X & Y manual feedrate: 4800
- Z manual feedrate: 4800
- Width:252
- Depth:252
- Height:250
- Select the Check box that says circular build platform
Using pronterface
[edit | edit source]- It wont let you move the axes in both directions until you home the axes. The chip uses homing to determine where 0 is.
- Add quick link buttons. There is a fantastic write-up entitlted "Calibrating a Delta 3D Printer" on how to add buttons by cminow here [1].
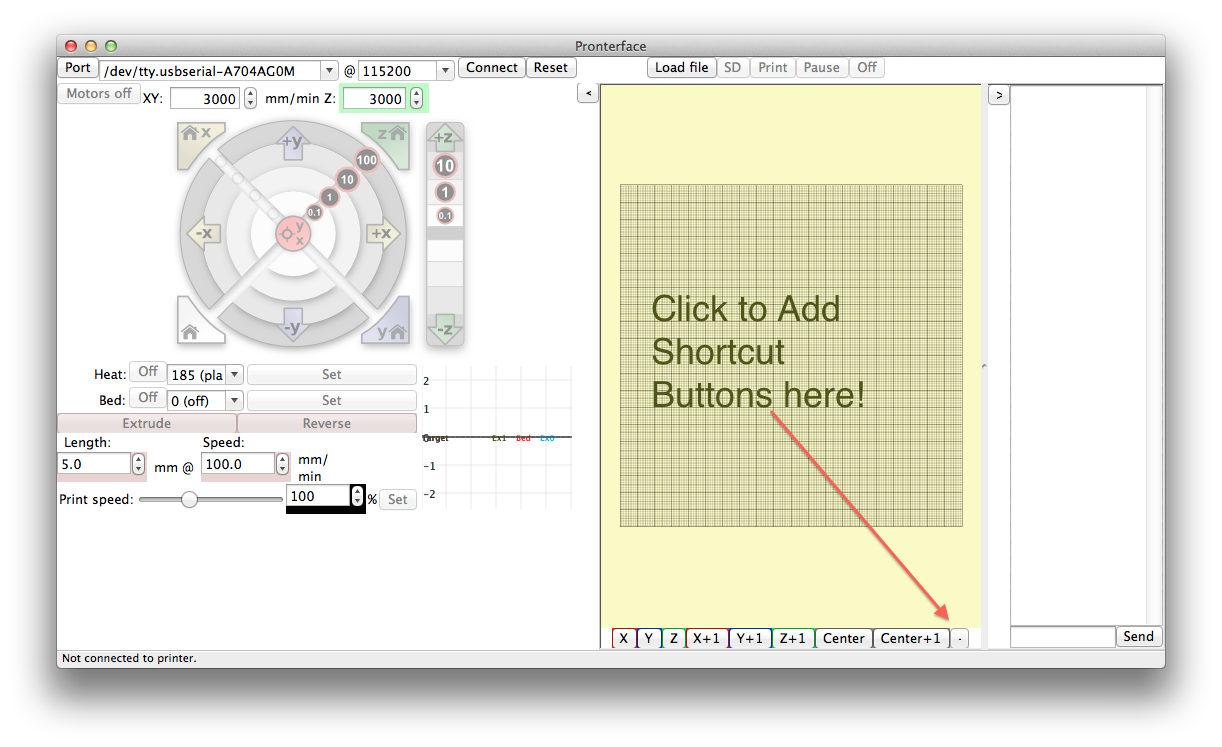 .
.

MatterControl
[edit | edit source]PLEASE NOTE THIS IS NOT COMPLETE
Mattercontrol is a free, Open Source App that lets you organize and manage your 3D prints. It's designed to help you get the most out of your 3D printer - Making it easy to track, preview and print your 3D parts.
Install the correct version of the software for your operating system. Once the software is running, start by setting up the software for the printer. Support for the software can be found on the basics or the MatterControl Wiki
Slicing Software
[edit | edit source]Slicing is an operation in which a 3-D model described by a stereolithography (.stl) file is "sliced" into thin layers in the z-direction (up). The slices are all stacked together in a g-code (.gcode) file that the printer host and/or firmware understand as commands directing movement of the printer, heating and cooling during printing. Like host software, there are a few alternatives. The MOST team uses Cura most frequently.
Cura
[edit | edit source]
After installing the correct version of Cura for your system, start the program and you will be greeted by the First Run Wizard. Select Other on the second page of the wizard. On the third page, select Deltabot and click Finish on the fourth page.
From the Cura screen, select Machine>Machine settings. Set:
- E-steps per 1mm filament to 0
- Maximum width (mm) to 252 (the printer diameter)
- Maximum depth (mm) to 252 (the printer diameter)
- Maximum height (mm) to 250
- Extruder count to 1
- Heated bed should be unchecked
- Leave the rest as they are
The Cura interface exposes a number of settings relevant to slicing models for printing. Hovering the mouse pointer over a parameter will cause a box to pop up explaining what the parameter does. One parameter to set correctly is the nozzle diameter (Advanced tab) which should be set to 0.5mm. Suggested parameter starting points are listed below, those not in the list can be left at their default value:
In the Basic tab
- Layer height (mm): 0.25
- Shell thickness (mm) 1.4
- Bottom/Top thickness (mm): 0.5
- Fill density (%): 25
- Print speed (mm/s): 70
- Printing temperature (C): 210
- Filament Diameter (mm): 1.75
- Flow (%) 100
In the Advanced tab
- Travel speed (mm/s): 250
Navigation
[edit | edit source]| Authors | |
|---|---|
| License | CC-BY-SA-3.0 |
| Cite as | Gcanzalo, Rouge Scholar (2014–2025). "Delta Software:MOST". Appropedia. Retrieved July 30, 2026. |