Download these pages as a PDF so you can print them or read them offline.
Booklet
Download these pages as a PDF that you can print, fold and staple into a booklet.
Calibration is setting machine parameters such that the end effector moves in a horizontal plane and produces prints that are to scale. It is a bit more complex procedure for delta style printers as compared to Cartesian printers given the nature of the machine's kinematics. The process is iterative and generally once complete need not be repeated unless something is physically changed on the printer.
Some understanding of nomenclature helps:
Homing is the act of moving the carriages until they each engage their respective limit switch. A properly homed printer will have all the carriages up near their limit switches and the end effector neatly at (0, 0, z-max).
Printer radius is the length of the base of the right triangle for which a connecting rod is the hypotenuse when the printer is accurately homed.
Z-max or z-max length is the vertical distance between the hot end nozzle in its home position and the surface of the glass build platform.
Steps per mm are the number of rotational steps a stepper motor must make to move the linearly mobile member it drives exactly one mm. In the case of the carriage motors, it's the number of steps the motor must make to move the carriage 1mm on the guide rods. For the extruder drive, it's the number of steps the motor must make to move the filament 1mm. In the case of the Athena, those values are all 100 steps/mm. The extruder drive steps per mm may vary from that value.
The Beaglebone Black is a full blown computer. It runs an operating system, and should be properly shut down before disconnecting the power. To do this, point your browser to http://192.168.76.2:8080/cgi-bin/shutdown. The beaglebone will shut down after clicking the button on that site. After 10 seconds, it is safe to disconnect the power. You can bookmark that link for easy access. If you bookmark the address you get after clicking the button, you can use it as an emergency stop.
It is better for the Beaglebone to be properly shut down. However, it isn't a big problem if it doesn't. So if the Athena is about to break itself, pulling the power plug is a good way to prevent damage.
When the Beaglebone is off, the fan will not be running. For that reason, make sure the extruder has cooled off before shutting down the Beaglebone.
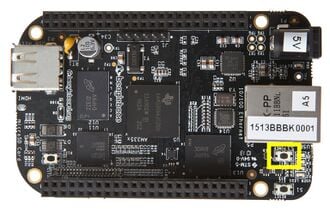
The location of the power button.
If there are problems with the network connection, it may be impossible to access the shut down page. In that case you can still shut it down properly by pressing the power button on the Beaglebone, highlighted in the image on the right.
Repetier-Server home page.When the page opens, bookmark the location - this is the address required to reach the printer and you will need to open it every time you want to use the printer. The home page displays a small temperature graph and a link to 'Go to Printer'.
Print page.Click on the 'Go to Printer' link to open the printer page from which g-code files are uploaded and managed.
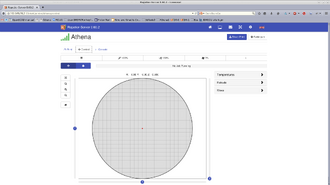
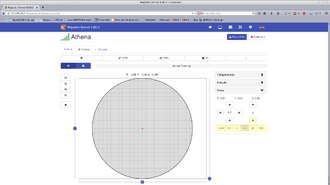
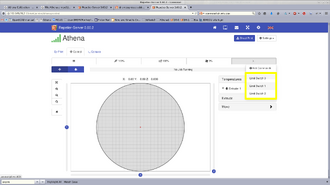
Control page.Click the "Control" tab to open the printer control interface. Note the expanding panes to the right of the depiction of the build platform labeled "Temperatures", "Extrude" and "Move". Expand each of these panes and note the controls inside them. Also take note the bottom-most button on the left side of the depiction of the build platform. This is the "Home" button.
Console page.Click the "Console" tab to open the console interface. This page allows direct access to the printer "terminal" where g-code commands can be sent directly to the printer. Note the "Commands" button to the right of the console text entry box. This permits access to custom commands which are similar to macros.
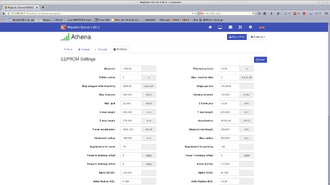
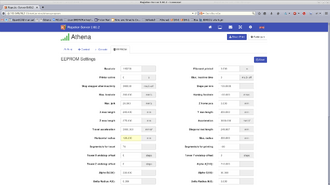
EEPROM settings.Click on the "settings" button near the top, right corner and then click "Printer EEPROM" to open the EEPROM settings window. This is where the settings will be altered during calibration of the printer.
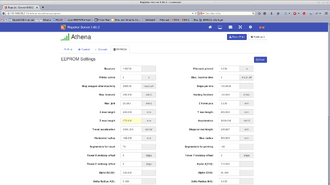
The EEPROM interface with z-max highlighted. Navigate to the EEPROM settings page in Repetier-Server (Settings>Printer EEPROM) and note the value in the Z-max length text box.
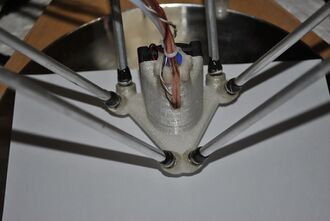
Navigate to the Control interface and click the home button (bottom button, left side). The carriages should all move up towards the idler end assembly. If they move down, the motors are wired incorrectly and you must correct it (see wiring and move the motor wires so that they look exactly like they do in the photo) before proceeding.
Place a piece of paper on the center of the glass build platform.
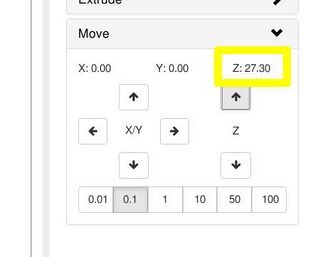
Note the z-down button and move increment buttons.Check nozzle clearance with a piece of paper. In the Control interface, maximize the Move control. Click the z-down button until the hot end nozzle is very close to the build platform surface. Decrease the move increment (buttons on bottom of move control) and continue adjusting the z-position until the paper is just pinched between the nozzle and glass. The paper should move in any direction with just a hint of resistance.
Note the value of the z-position. Note the value of the z-position in the Move control:
If zero and the paper is not pinched, return to the EEPROM settings interface and increase the value of Z-max length. Save the EEPROM settings and restart this procedure.
If other than zero, return to the EEPROM interface and subtract this value from Z-max length. Save the EEPROM settings and continue to the next step.
Control interface with commands expanded. Navigate to the Control interface and click on the console button (> icon towards top-right). Note the three limit switch commands. Click on "Limit Switch 0" to execute it and watch the printer - it should move the end effector down and towards the rear apex (the vertical with the extruder drive on it).
Home the printer again and place a piece of paper on the glass so it covers the point where the nozzle descended.
Execute the "Limit Switch 0" command again and check the clearance between the nozzle and glass with a piece of paper:
If the paper is too tightly pinched and won't move without tearing, turn the limit switch engagement screw on that carriage clockwise.
If the paper is too loosely pinched, turn the limit switch engagement screw on that carriage counter-clockwise.
Repeat the previous step until the paper is pinched between the nozzle and glass with resistance similar to that settled on when setting z-max length.
Repeat the process with the the other two apexes using "Limit Switch 1" and "Limit Switch 2" commands.
After setting the position of the limit switches, redo z-max length calibration (above section).
At this point, the following should have been completed: an initial z-max calibration; a limit switch calibration and then another z-max calibration. Do not proceed if these have not been completed.
Place a piece of paper on the glass under the rear apex so that it covers the point where the nozzle descended to after executing the "Limit Switch 0" command.
Control interface with commands expanded. Execute the "Limit Switch 0" command and check the clearance between the nozzle and glass:
If the paper is too tightly pinched, navigate to the EEPROM interface and increase the value of the Horizontal radius by one millimeter.
If the paper is too loosely pinched, navigate to the EEPROM interface and decrease the value of the Horizontal radius by one millimeter.
If the paper is pinched about the same amount as for the z-max calibration, no further action is required - printer radius is properly set.
Repeat the process, changing the value of Horizontal Radius by an amount that produces the desired effect.
This will be the first print produced by your printer!
Note that the extruder drive will not work if the hot end is not hot! To extrude filament, first heat the extruder.
Apply a thin, even coating of glue stick to the glass build platform.
Check the temperature displayed on the interface, if it is not near room temperature (17-22 degrees):
Check that the thermistor wires are thoroughly clamped in the E-TEMP terminal.
Disconnect one of the wires from the E-TEMP terminal and check resistance - it should be 100k - 125k ohms. If it is not, check the solder joints at the hot end side and ensure that the thermistor leads are properly insulated and not touching the hot end heater block.
If the above does not solve the problem, there may be a problem with the Melzi controller board.
Heat the extruder to 210 degrees C (Control/Extruder interface; enter number in field inside ring and press enter).
If the hot end does not heat set the temperature to zero and check wiring:
Ensure that the wires are tight in the HOTEND terminal.
Disconnect one of the HOTEND wires from the terminal and check the resistance across the wires - it should be around 5.6 ohms. If it is zero, there is a dead short, most likely where the wires enter the end effector. If it is much higher than 5.6 ohms, then one of the solder joints on the resistor has opened.
Once heated, load an opaque filament into the extruder drive by pushing the end of the filament into the infeed tube on the extruder drive and extruding 100mm at a time (Control interface, Extrude control). The filament should be grabbed by the drive gear and pushed into the Bowden tube.
Continue feeding filament until it just starts to enter the top of the end effector. Reduce the feed rate to 5mm/s and the amount extruded to 10mm and continue to extrude until a thin filament exits the nozzle.
If the extruder drive binds and no filament exits the nozzle remove the filament from the extruder, cool the hot end and reinsert the Bowden sheath into the end effector and hot end.
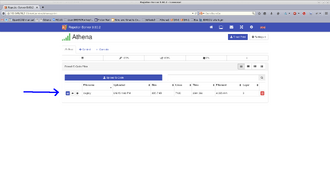
Print the dog toy. Navigate to the Print interface and click the printer icon to the left of the dogtoy item in the g-code file list. (Download: File:MOST dogtoy.stl.)
Before removing the completed print from the glass, note which apex the leg marked "x" is nearest.
Note if the "y" and "z" labels are mirrored. If they are, turn the printer off, disconnect power and swap the U and V motor wires on the Melzi controller. Also swap the U and V endstop wires.
Remove the print from the build platform and inspect the under side (the side in contact with the glass). Note the width of the lines and if that width changes at different areas of the print:
If narrower at the ends of the legs in comparison to the middle, the printer radius is slightly too big. From the EEPROM interface, decrease the Horizontal radius slightly.
If wider at the ends of the legs in comparison to the middle, the printer radius is slightly too small. From the EEPROM interface, increase the Horizontal radius slightly.
If wider or narrower at the end of one leg, the limit switch engagement screw for that apex needs adjustment - clockwise if wider, counter-clockwise if narrower.
Observe the top of the print noting the width of the lines:
If there are gaps between lines, especially along the two perimeter lines, increase Extr1. steps per mm in the EEPROM interface and save the changes.
If there are no gaps and the surface feels rough, decrease Extr1. steps per mm in the EEPROM interface and save the changes.
Getting "page cannot be displayed" in browser- Close browser and unplug network patch cable. Restart computer and Beaglebone The location of the power button.. Plug network patch cable back in, wait one minute and right click (or ctrl-click) the following link to open in a new tab: http://192.168.76.2:3344 Also check to make sure there are no static IP/DNS settings for the network adapter.
Unable to upload file- Delete internet history in the browser. Disable pop-up blocker.
Deleted printer from Repetier- Close browser. Unplug network patch cable and restart Beaglebone. Plug network patch cable in and wait one minute before opening the browser. The printer should be displayed now.
Yellow bars instead of green next to printer name- Check jumper on board. Make sure it's moved to REG instead of USB.
Franklin is an alternative to the Repetier-Firmware and Repetier-Server combination outlined above. We intend to move to Franklin once it is released. You can, however, use Franklin, which is superior in many ways and will permit much more flexibility. Instructions follow:
Wait 60 seconds. This is to make sure the attempt to detect existing firmware has timed out. Alternatively, if it does detect firmware, click the "Disable Printer" button.
Click the upload button and wait for the upload to finish. This takes some time.
All of the text boxes in Franklin permit entry of a value which is then set by pressing the "Enter" key on the keyboard. Values can also be changed by selecting a text box (left click on it) followed by pressing cursor up and down movement keys on the key board:
Page Up: increase value by 10
Page Down: Decrease value by 10
Up arrow: increase value by 1
Down arrow: decrease value by 1
Shift + Up arrow: increase value by 0.1
Shift + Down arrow: decrease value by 0.1
Math can also be performed in the text boxes; entering +1.5 (note plus sign) will add 1.5 to the value, entering +-1.5 (note the plus and the minus signs) will subtract 1.5 from the value.
The initial settings are mostly right, but it is recommended that you play around with all the settings to see if you can make your machine work even better. Some calibration is required and that is explained here.
Get the initial settings for Athena and upload it with the buttons at the top of the settings interface.
Enter the desired name of the profile (if you have multiple machines, you will want to make the name of the machine part of the profile name) in the box after the "Save (As)" button, then click that button.
Click the "Set as Default Profile" button.
Click "Home".
Select the Z position text box (immediately below Z (mm)).
Enter 0 in the Z position box and click Enter on the keyboard. The end effector should move down to approximately 10mm from the build platform.
Place a piece of plain, white paper on the build platform under the hot end.
In the Motor Settings area, select the text box in the maroon row under Switch pos (mm) and increase the values until the paper is slightly pinched between the hot end and the build platform while the Z position is 0 - the paper should be mobile when pulled and pushed, but resistance should be felt.
Move to Z = 50mm (select Z pos text box, enter 50, press Enter).
Select the Y position text box (immediately below Y (mm)) and enter a value of 100. Press Enter on the keyboard. The end effector should move near the vertex with the extruder drive mounted to it.
Move to Z = 0mm.
Select the text box for the w motor switch position and change its value using the up and down arrow keys (with Shift as required) until the resistance on moving the paper is about the same as it was in the middle of the build platform.
Move to Z = 50mm (select the Z pos text box, enter 50 and press Enter). The end effector will move 50mm off the build platform.
Select the Angle text box under the Delta section (it's a lone row in the middle of the position settings; not the setting at the bottom next to the target position.). Enter 240 and press Enter. The end effector should move to the U vertex (counterclockwise from extruder drive vertex when looking down). It does not move in a straight line (this is why the effector needed to be lifted before doing this).
Move to Z = 0mm and adjust the u motor switch position until resistance is felt similar to that felt previously upon moving the paper.
Move to Z = 50mm.
Set the angle to 120 degrees (Delta section, Angle position = 120 followed by Enter).
Move to Z = 0mm and adjust the v motor switch position until resistance is felt similar to that felt previously upon moving the paper.
Home the printer.
Set the angle to 0. (The end effector will not move.)
Move to Z = 0mm and readjust all of the switch positions (in the Motor Settings area, select the text box in the maroon row, Switch Pos (mm) column) until the resistance upon moving the paper is the same as felt before.
Move to Y = 100mm.
In the Delta area, adjust the radius of all motors at once (with the box in the maroon bar) until the resistance upon moving the paper is the same as felt before. (Decreasing the radius makes it more tight, increasing the radius makes it less tight.)
Save the profile by clicking the Profile Save (as) button.
Save a backup of the profile to your computer by right-clicking on the "Export settings to file" link and selecting "Save link as...". Navigate to a logical location on your computer and save the file using a logical name. Should something happen that results in the loss of your profile, use this file to restore it. The backup can be reloaded by clicking the "Browse" button just above "Export settings to file" followed by clicking the "Import" button.