There are many ways to create and edit 3-D models for printing. This page describes just one way of doing it. Experimenting with other methods is encouraged.
There are multiple steps from an idea to a printed object. The installation and basic usage of some important programs is covered below. The relations between the files (black) and programs (blue) is shown in the figure on the right.
Other free and open source software that is worth installing is OpenSCAD, FreeCAD and Blender. These will not be covered in these instructions, but both have a lot of documentation available on the web.
The program to convert an STL file into G-Code is called a slicer. There are several options available. Cura is one of them. The following is a basic Cura setup for AthenaII printer, but there are extensive options that should be explored.
After downloading and installing, start Cura. It will show the First Start Wizard. If it doesn't, you can manually start the wizard by choosing Add new machine from Settings>Printer>Add Printer...
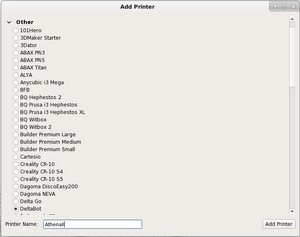
Machine choice.For machine, choose Other.
Other machine information.Under the Other list, choose DeltaBot and name the printer AthenaII.
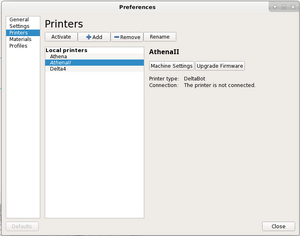
Manage printers. Open Settings>Printer>Manage Printers... Select AthenaII and click Machine Settings.
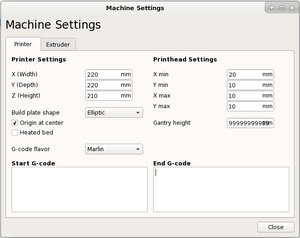
Machine settings. Set all X ()width), Y (Depth) and Z (Height) to 210 mm. Uncheck Heated bed and clear all of the text from the Start G-code and End G-code text boxes.
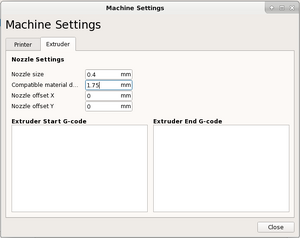
Extruder settings. Click on the Extruder tab in the Machine Setting dialog. Set the nozzle size to 0.4 mm and the Compatible material diameter to 1.75 mm. Close both the open menu dialogs.
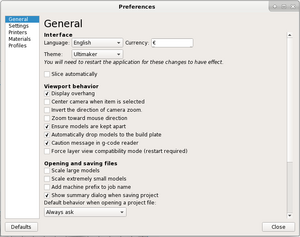
Preferences. Open the Preferences menu item, select General and uncheck Slice Automatically.
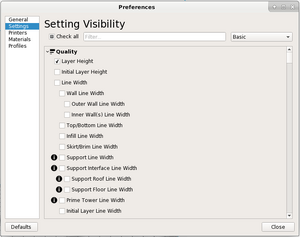
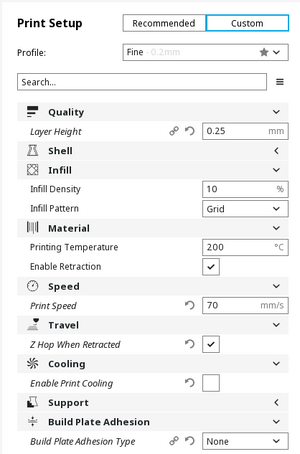
Set visible tools. Open Settings>Configure setting visibility... In the upper right, select Basic from the drop down list, and close the dialog.
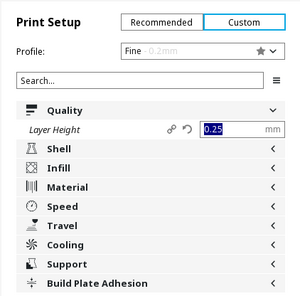
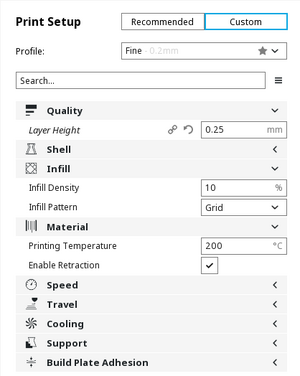
Set layer height to 0.25 mm. In the settings bar on the right side of the window, expand Quality and set Layer Height to 0.25 mm.
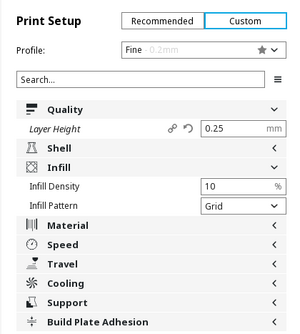
Set infill to 25%. Expand Infill and set Infill Density to 25%.
Set temperature. Expand Material and set Printing Temperature to 210° C.
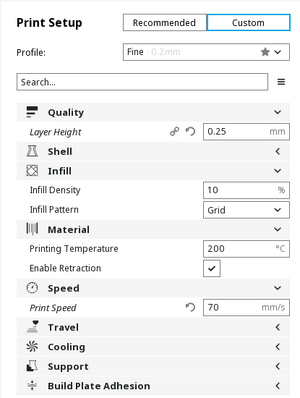
Set print speed. Expand Speed and set Print Speed to 70 mm/s.
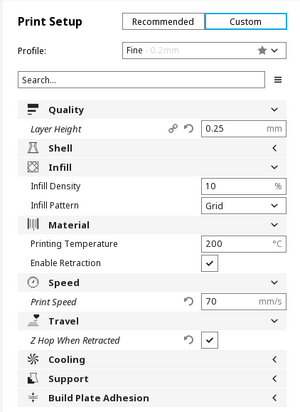
Set z-hop. Expand Travel and check Z Hop When Retracted.
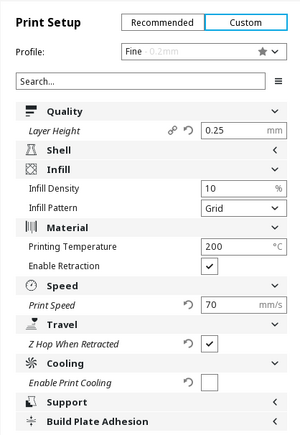
Turn off cooling. Expand Cooling and uncheck Enable Print Cooling.
Turn off brim. Expand Build Plate Adhesion and set Build Plate Adhesion Type to None.
Loading the Filament.Take 1.75mm filament, and feed it into the short length of PTFE tubing until it stops.
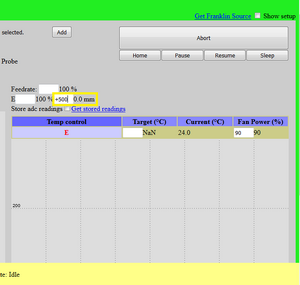
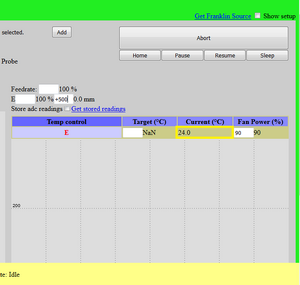
Location to type in extrude distanceIn Franklin, find the extrude text box located above the temperature graph. It is marked with 0.00 mm on the right. If it displays NaN on the right of the text box, instead of 0.0 mm, home the printer before continuing. Click in the textbox, and type in +500. Press enter, and begin to push the filament into the extruder. The extruder should grab it and push it into the bowden sheath.
Once the extruder drive stops, find the extrude text box where +500 was previously typed in and click in it. Press enter again and the filament should advance another 500 mm. Press the Page Up key and increment the extruder by 10mm until the motor makes a grinding sound. The filament is now loaded.
The first file to print will be an Upper Michigan key chain. Right click on the following link, and open in new tab: Upper Michigan Keychain. Once there, click on THING FILE and find the yooper_peninsulaa.stl file and click on it to begin the download. If a dialogue box opens, select "Save As".
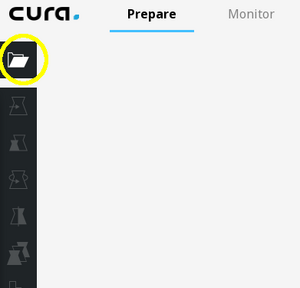
The "Load File" button on Cura. Start Cura, and press the "Load File" button located on the top left of the object view window.
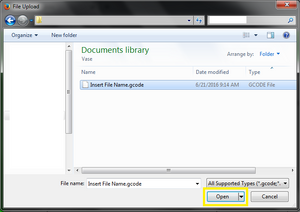
An "Open 3D Model" dialogue box opens. Navigate to where the file to print is saved (The Upper Michigan Keychain should be located in the downloads folder), and click "Open"
Click the Prepare button. Click the Prepare button in the lower, right corner. Cura will slice the model and replace the Prepare button with a Sav button.
Save the g-code. If a button saying Save to Removable Drive appears, click the down arrow next to it and select Save to File. Save the g-code to a memorable location.
The current temperature and what it should beBEFORE THE FIRST PRINT, check to make sure that the thermistor is working properly. This can be checked by looking at the current temperature located on the left middle of the page. It should read within 5 to 10 degrees of 20. (depending on room temperature). If it reads a negative number, then there is something wrong with the thermistor.
Using a gluestick, apply a thin layer of glue to the mirror that covers the whole mirror. See this video by rm2kdev for reference.
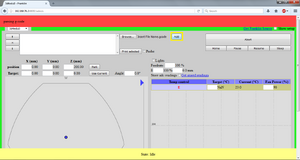
The location of "Browse" button. (It may be a "Choose File" button) Open Franklin, and locate the "Browse" button. The "Browse" button may be a "Choose File" instead!
The "Browse" dialogue box. A dialogue box opens. Navigate to where the .gcode file from Cura is saved. Load the File. The filename should appear to the right of the Browse/Choose File button.
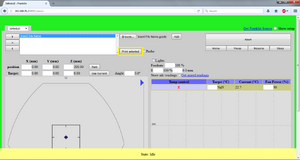
Adding a .gcode file Locate the "Add" button to the right of the browse button and file name and press it. A red bar will appear on the top of the screen, that says "parsing g-code". When it finishes, the file should appear in the white box on the top left of the screen.
The "Print" button. Select the filename to print in the box on the left (multiple files can be loaded at any one time). The Filename should be highlighted. Press the "Print Selected" button on the bottom right corner of the box.
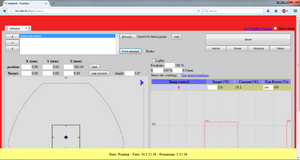
The Printing Screen The green background of the webpage will change to red, and the printer will begin to heat up. Once the printer reaches temperature (may take a few minutes), the print will begin. If filament had just been loaded, it may take a few seconds for the printer to start extruding.