An extruder consists of two ends - a hot end and a cold end. This portion of assembly covers construction of the cold end, or extruder drive, the part of the system that pushes the filament into the hot end. The extruder drive is a pinch-wheel design wherein filament is pinched between a preloaded idler bearing and a toothed drive gear. Filament is pushed hard against the drive gear by the preloaded idler so that the teeth in the drive gear engage the filament, forming something akin a rack-and-pinion drive. The stepper motor then pushes the filament into a Bowden cable, where the filament is constrained and can only exit through the nozzle in the hot end.
Align the drive gear.Check to see if filament passes freely through the filament path. If not, ream it with the 2mm drill bit.
Ream the 3mm holes in the drive body and linking rod with a 3mm drill bit.
Clean all the parts with the precision knife.
Motor with drive gear and bearing.Place the Mk7 drive gear on the motor with the set screw on the flat side of the shaft. Screw in the set screw so that it keeps the drive gear from rotating off the flat but does not fix it tightly to the shaft - you will align the drive gear in a later step, so it must be free to move up and down the shaft, but not rotate on the shaft. Place the MR105z bearing on the shaft above the drive gear.
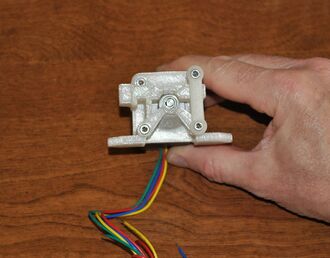
Motor with drive body properly oriented.With the motor laying on the table, wires exiting towards you, orient the printed drive body with the conical section towards you, as shown in the picture.
Drive body and linking rod attached to motor.Start the M3 x 6mm socket head head screw in the top-left hole. Do not tighten.
Start the M3 x 25mm screw in the bottom-left hole. Do not tighten.
Place the linking rod over the remaining mounting holes on the right side such that the screw head recesses face up(the far end is in mid-air). Start a pair of M3 x 30mm screws into the mounting holes. Do not tighten.
Positioning the bearing.Using a small screwdriver, push the MR105zz bearing up into the bearing support.
Tighten all of the screws except for the floating end of the linking rod - that screw should be tightened just until flush with the linking rod.
Drive gear up against the bearing.Push the drive gear up against the bearing.
Properly positioned drive gear set screw.Using the small screwdriver against the knurled portion of the drive gear, rotate the drive gear until the set screw is accessible through the gap.
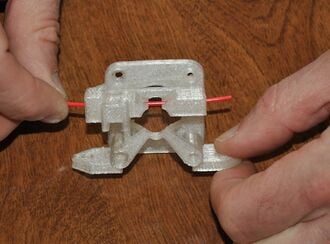
Align the drive gear.Push a short piece of 1.75mm filament through the filament path and align the knurled groove in the drive gear with the filament. When the drive gear is positioned properly, hold it in place and tighten the drive gear set screw with a 1.5mm hex key.
Remove the base from the printed idler bearing shaft.Cut or break off the circular base from the printed idler bearing shaft and smooth and round that end of the shaft.
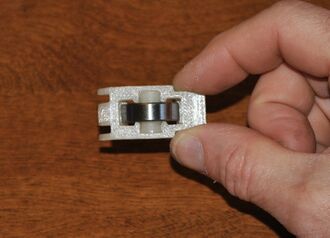
Assembled idler.Push the shaft through the 608zz bearing and snap the shaft and bearing into the idler housing.
Idler housing on fuel line to mark first hole.The drive uses the small piece of rubber fuel line as a compression spring. Two holes must be drilled to align with the slots in the end of the printed idler housing. Lay the housing on the hose and mark the first hole with the 3mm drill bit.
Drilling the fuel line.Drill through the fuel line at the mark.
Place washers on the two M3 x 45mm screws. Push one of the screws through the hole in the fuel line.
Using one screw to align idler housing. Place the idler housing back on the fuel line with the screw in a slot as shown in the picture and mark the location of the second hole with the 3mm drill bit.
The complete fuel line.Drill the second hole in the fuel line and push the remaining M3 x 45mm screw with washer through the hole in the same direction as the first screw.{{Clear}
Attaching the fuel line to the drive.Hose-spring attached.Push the M3 x 45mm screws into their respective holes on the drive body and start a nut on each. Getting the nuts started on the M3 x 45mm screws can be a challenge; laying the nut such that it rests against the screw boss as shown in the image can be helpful.
Attaching idler.Place the idler on its pivot (the screw under the floating end of the linking rod) and push the M3 x 45mm screws into the matching holes in the idler housing.
Idler in place.Tighten the M3 x 45mm screws such that the hose is somewhat compressed.Make sure the screws are tightened evenly.
The parts before assembly.Insert the M3 x 12mm screw into the spool holder arm retainer, through the arm and screw it into the mount.