The end effector is the part that moves the extruder hot end around the build volume. The printed end effector is PLA, which if not cooled will soften under the heat produced by the hot end. A 40mm box fan cools the end effector, the heat sink on the hot end and also the part being printed. The fan must run when the hot end is heated!
The hot end must fit tightly in the end effector and getting it to seat can be difficult. Once seated, the hot end is kept from moving by the PTFE tubing which is pushed through the quick connect fitting and into the hot end.
The extruder is a Bowden cable design in which the filament is constrained in a low friction PTFE (teflon) tube. Filament is pushed on one side by the extruder drive and only permitted to exit out the orifice in the hot end. The Bowden sheath (the teflon tube) has a 2mm inside diameter that permits the 1.75mm filament to slide through easily. Teflon doesn't melt; chips left inside the tube will block the hot end nozzle and ruin your day.
Remove the bushing from the hot end inlet.If present, remove the bushing from the inlet of the hot end.
Insure that the sheath fits through the quick connect.Push one end of the sheath (PTFE tubing) into the quick connector and ensure that it passes all the way through the connector. It should fit snugly but not require much force to insert. Remove tubing after checking fit.
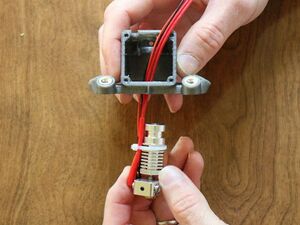
Feed wires through fan opening. Feed the wires through the large opening in the base of the effector and and then through the fan opening.
Aligning hot end with slot.Align the hot end in front of the slot in the end effector. The hot end may need to be rotated to fit.
Pressing hot end into slot. Push the hot end into the slot - considerable force is necessary, use a tool against the hot end if necessary. If the hot end slides in easily, it may need to be epoxied in place as it will move around during printing, causing noise in the print.
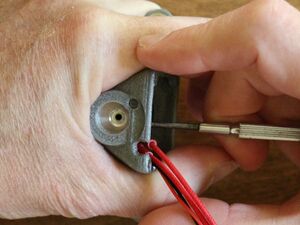
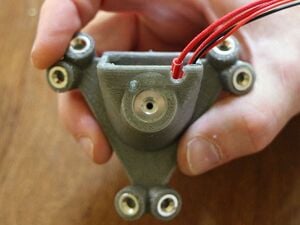
Look through top to check alignment.Check that the hot end is fully seated by looking through the top of the end effector; the entry to the hot end should be centered as shown in the picture.
Clean thumbscrew.Clean thumbscrew.Prep a thumbscrew attachment and press it onto the hex portion of the quick connect. Push it all the way to the plastic quick connect ring.
Thread on the reamed quick connector. Thread the quick connect fitting into the top of the hot end. While tightening, hold the hot end, not the end effector.
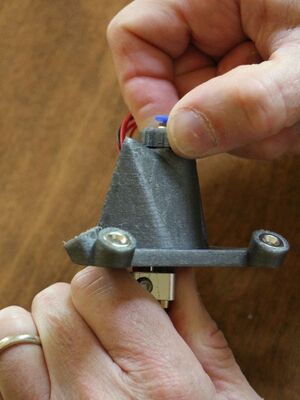
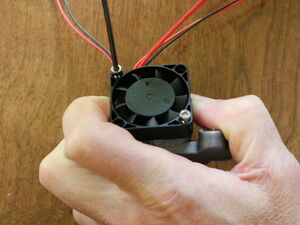
Attach fan to the end effector.Only two M3 x 12mm screws are required to affix the fan to the end effector: Place the fan over the opening with the wires exiting the fan towards the top of the effector and the fan spider (the part that usually has a sticker on it) facing the interior of the effector so that the fan is blowing air into the end effector (some fans have arrows embossed in the case indicating rotation and airflow direction). Align the fan's mounting holes with the holes in the fan opening and plastiform M3 x 12mm screws into opposite corners of the fan.
Push tubing into quick connectPush the Bowden sheath (PTFE tubing) all the way into the quick connect fitting. Use a piece of sand paper to provide a better grip on the slick PTFE tubing. The tubing must be pushed fully into the quick connect or filament will not feed properly.
Secure the fan, thermistor and heating resistor wires to the Bowden sheath with a small wire tie immediately above the Bowden sheath opening.