
Plastic Bank — это организация, созданная для удаления пластиковых отходов из мировых океанов, пляжей и водных путей, одновременно предоставляя людям, живущим в бедности, возможность повысить свой уровень жизни.
Для достижения этой цели Plastic Bank выпускает свою первую версию робота -переработчика . Система Plastic Bank представляет собой экструдер для промышленных отходов пластика и океанического пластика, и все планы представлены в виде открытого оборудования .
Contents
Открыть документацию по оборудованию
- Экструдер для пластиковых банков v1.0 Полная спецификация:
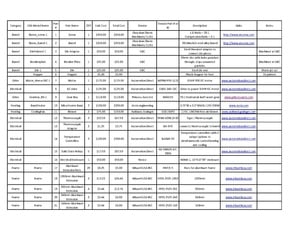
- Технические чертежи экструдера для пластиковых банков v1.0
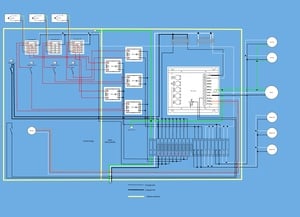
- Экструдер для пластиковых банков v1.0 Схема электропроводки:
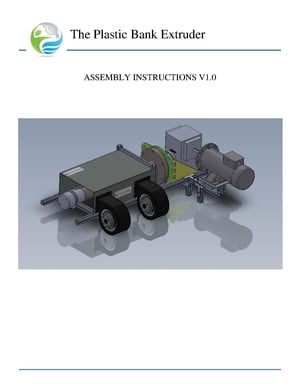
- Экструдер для пластиковых банков v1.0 Инструкция по сборке:
- Страница Plastic Bank для экструдера v1.0: http://plasticbank.org/extrumer/

Операция Экструдер для пластиковых банков v1.0
Процедура настройки: экструдер для пластиковых банков v1.0
Настройка штампа
- Перед началом работы убедитесь, что питание отключено и элементы управления выключены.
- Убедитесь, что в экструзионном цилиндре нет посторонних предметов, и убедитесь, что все компоненты (шнек, цилиндр, пластина прерывателя, матрица и адаптер матрицы) чистые. Если в бочке находятся твердые предметы, не являющиеся пластиковыми хлопьями или пластиковой смолой, удалите их с помощью сжатого воздуха. Никогда не вставляйте посторонние предметы в ствол.
- После удаления посторонних предметов поместите пластину прерывателя в канал пластины прерывателя на конце цилиндра.
- Надежно и полностью завинтите адаптер матрицы в резьбу на конце цилиндра, следя за тем, чтобы не оставалось зазора.
- Выберите выбранную экструзионную матрицу и закрепите ее на месте четырьмя (4) болтами M6 с одинаковым моментом затяжки.
- Перед началом процесса экструзии убедитесь, что все компоненты установлены заподлицо и на компонентах нет мусора или остатков пластика.
Обогрев
- Как только матрица окажется на месте, экструдер готов начать процесс нагрева. Перед началом этого процесса важно установить желаемую температуру, поскольку компонентам требуется время, чтобы нагреться и остыть.
- Убедившись, что выключатель двигателя выключен, включите экструдер и блок управления.
- Датчики температуры и нагревательные ленты теперь будут отображать температуру. Установите температуру, нажимая клавиши со стрелками и нажимая «Установить» в каждой из трех областей зоны нагрева.
- Обычно для нагрева системы требуется от 45 до 60 минут. Как только экструдер достигнет необходимой температуры плавления, двигатель можно включить и начать работу.
- Будьте осторожны при работе рядом со стволом и матрицей, поскольку компоненты могут быть очень горячими.
ПОРЯДОК РАБОТЫ
Подготовка ввода (очистка)
- Для очистки и удаления любых остатков, оставшихся после предыдущих процессов, потребуется продувочный материал с более низкой температурой обработки из пластика с высокой температурой плавления (например, для ПЭТ <240 градусов Цельсия), такой как PLA.
- Перед началом работы убедитесь, что входной продувочный материал и пластик с высокой температурой плавления были должным образом очищены, отшелушены и высушены. Все этикетки и пластмассовые материалы с низкой температурой плавления следует удалить из бункера. Убедитесь, что размер хлопьев не превышает 12 мм в наибольшем измерении.
- Подайте пятьдесят (50) граммов продувочного материала в цилиндр, обеспечив правильную подачу и отсутствие комков на входе в цилиндр.
- Наблюдайте за экструдатом на выходе из матрицы: экструдат должен быть того же цвета, что и исходный материал. Повторяйте процесс продувки до тех пор, пока цвет не совпадет, а цилиндр и шнек не станут полностью чистыми.
- Теперь, когда цилиндр продут, можно подавать исходный пластик с высокой температурой плавления. Начните с подачи небольшого количества одной столовой ложки хлопьев во входное отверстие бочки.
- Контролируйте процесс и следите за тем, чтобы пластик с высокой температурой плавления не прилипал к винту. Если подача прилипает к шнеку, уменьшите температуру зоны 1 до тех пор, пока подача не станет постоянной.
- После установки температуры подачи экструзионную воронку можно наполнять. Постоянно следите за уровнем бункера, проверяя, чтобы выпускное отверстие бункера не было засорено.
Сбор вывода
- Крайне важно постоянно следить за машиной и следить за тем, чтобы температуры не превышали оптимальный диапазон обработки.
- Наблюдайте за экструдатом на выходе из матрицы. Если в течение 15 минут после первоначальной подачи пластика с высокой температурой плавления экструдат не поступает, продуйте машину и повторите процедуру подготовки загрузки еще раз.
- Если экструдат сильно разбухает или является жидким на выходе, уменьшите температуру ЗОНЫ 3 до тех пор, пока экструдат не станет твердым.
- После завершения процесса экструзии еще раз очистите машину, убедившись, что она полностью очищена пластиком с низкой температурой плавления.

Тестовая печать MOST с использованием океанской пластиковой нити Plastic Bank из экструдера Plastic Bank с открытым исходным кодом V1.0. Пластик в основном состоит из полиэтилена высокой плотности и показан напечатанным на обычной клейкой ленте.
Смотрите также
- Пластиковый банк
- Recyclebot
- Оценка потенциальных стандартов справедливой торговли для этической нити для 3D-печати
- Анализ жизненного цикла распределенной переработки использованного полиэтилена высокой плотности для нити для 3D-печати
- Механические свойства компонентов, изготовленных с помощью 3D-принтеров с открытым исходным кодом в реалистичных условиях окружающей среды
- Механические испытания полимерных компонентов, выполненные на 3D-принтере RepRap
- Разработка и реализация приложений для 3-D принтера RepRap
- Анализ жизненного цикла распределенной переработки полимеров
- Распределенное индивидуальное производство на солнечной энергии
- Распределенная переработка бытовых пластиковых отходов в сельской местности
- Фонд этической нити
- Переработка ПВД на велосипеде с помощью RepRap от тайбэйской компании Fabraft
- Переработка старых отпечатков UBC с помощью блендера и жидкого азота http://web.archive.org/web/20140408053842/http://ubc-rapid.com/blog/?p=183