
Banca de Plastic este o organizație concepută pentru a elimina deșeurile de plastic din oceanele, plajele și căile navigabile ale lumii, dând în același timp puterea oamenilor care trăiesc în sărăcie să își ridice nivelul de trai.
Pentru a atinge acest obiectiv, Plastic Bank lansează prima versiune a unui recyclebot . Sistemul Plastic Bank este un extruder industrial pentru deșeuri de plastic/de plastic oceanic și a furnizat toate planurile ca hardware deschis .
Cuprins
Deschideți Documente hardware
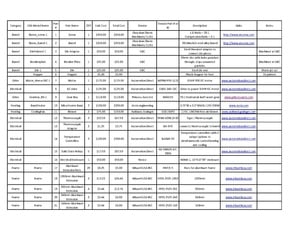
- Plastic Bank Extruder v1.0 Lista completă de materiale:
- Plastic Bank Extruder v1.0 Desene tehnice
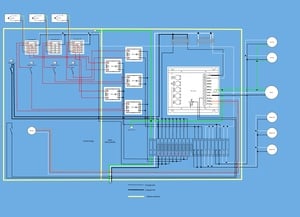
- Plastic Bank Extruder v1.0 Diagrama de cablare electrică:
- Plastic Bank Extruder v1.0 Instrucțiuni de asamblare:
- Pagina Plastic Bank pentru Extruder v1.0: http://plasticbank.org/extruder/

Operațiunea Plastic Bank Extruder v1.0
Procedura de configurare: Plastic Bank Extruder v1.0
Configurare matriță
- Asigurați-vă că alimentarea este oprită și că comenzile sunt oprite înainte de a începe
- Verificați dacă nu există obiecte străine în cilindrul de extrudare și asigurați-vă că toate componentele (șurub, cilindr, placă de rupere, matriță și adaptor matriță) sunt curate. Dacă butoiul conține obiecte solide care nu sunt fulgi de plastic sau rășină de plastic, îndepărtați-l folosind aer comprimat. Nu introduceți niciodată un obiect străin în butoi.
- Odată ce obiectele străine sunt îndepărtate, așezați placa de spargere, în canalul plăcii de spargere de la capătul cilindrului.
- Înșurubați ferm și complet adaptorul matriței pe filetul de la capătul cilindrului, asigurându-vă că nu mai rămâne spațiu
- Alegeți matrița de extrudare selectată și utilizați patru (4) șuruburi M6 strânse în mod egal pentru a o fixa pe loc.
- Verificați pentru a vă asigura că toate componentele sunt montate la nivel și că nu există resturi sau plastic rezidual pe componente înainte de a începe procesul de extrudare.
Incalzi
- Odată ce matrița este la locul său, extruderul este gata să înceapă secvența de încălzire. Este important să setați temperaturile dorite înainte de a începe acest proces, deoarece componentele trebuie să se încălzească și să se răcească.
- Asigurându-vă că întrerupătorul motorului este oprit, porniți extruderul și caseta de control.
- Senzorii de temperatură și benzile de încălzire vor afișa acum temperaturile. Setați temperaturile apăsând tastele săgeți și apăsând set pe fiecare dintre cele trei zone de încălzire
- În general, sistemul durează între 45 de minute și 60 de minute pentru a se încălzi. Odată ce extruderul a atins temperatura de topire necesară, motorul poate fi pornit și începe să funcționeze.
- Fiți atenți când lucrați lângă butoi și morți, deoarece componentele pot fi extrem de fierbinți.
PROCEDURA DE OPERARE
Pregătirea intrării (purgerea)
- Va fi necesar un material de purjare cu o temperatură de procesare mai scăzută a plasticului cu temperatură ridicată de topire (de exemplu, pentru PET <240 grade Celsius), cum ar fi PLA, pentru a curăța și îndepărta orice reziduuri rămase în urma proceselor anterioare.
- Asigurați-vă că materialul de purjare de intrare și materialul din plastic cu temperatură înaltă de topire au fost curățați corespunzător, fulgi și uscat înainte de a începe. Toate etichetele și materialele plastice cu temperatură de topire neînaltă trebuie îndepărtate din buncăr. Asigurați-vă că fulgii nu sunt mai mari de 12 mm în dimensiunea lor cea mai mare.
- Introduceți cincizeci (50) de grame de material de purjare în butoi, asigurând o alimentare adecvată și fără aglomerare la intrarea în butoi.
- Observați extrudatul la ieșirea matriței, extrudatul ar trebui să fie de aceeași culoare cu materialul de intrare. Repetați procesul de purjare până când culoarea se potrivește, iar cilindrul și șurubul sunt complet curate.
- Acum că butoiul a fost purjat, materialul de intrare din plastic cu temperatură ridicată de topire poate fi alimentat. Începeți prin a introduce cantități mici de o lingură de fulgi în orificiul de admisie a butoiului.
- Monitorizați procesul și asigurați-vă că plasticul cu temperatură ridicată de topire nu se lipește de șurub. Dacă alimentarea se lipește de șurub, reduceți temperatura zonei 1 până când alimentarea este consistentă.
- Odată ce temperatura de alimentare a fost setată, buncărul de extrudare poate fi umplut. Monitorizați nivelurile buncărului, verificând în mod constant dacă orificiul de evacuare a buncărului nu este blocat.
Colectarea rezultatelor
- Este imperativ să monitorizați în mod constant mașina și să vă asigurați că temperaturile nu depășesc intervalul optim de procesare.
- Observați extrudatul la ieșirea matriței. Dacă nu există extrudat timp de 15 minute după alimentarea inițială a plasticului cu temperatură ridicată de topire, repurgeți mașina și urmați din nou procedura de pregătire a intrării.
- Dacă extrudatul se confruntă cu niveluri ridicate de umflare a matriței sau este lichid la ieșire, reduceți temperatura din ZONA 3 până când extrudatul este solid.
- Odată ce procesul de extrudare este complet, purjați mașina din nou, asigurându-vă că este complet curățată cu un plastic cu temperatură scăzută de topire.

MOST testează imprimarea utilizând filamentul de plastic oceanic al Plastic Bank de la Open-Source Plastic Bank Extruder V1.0. Plasticul este în principal HDPE și este afișat imprimat pe bandă adezivă obișnuită.
Vezi si
- Banca de plastic
- Recyclebot
- Evaluarea standardelor potențiale de comerț echitabil pentru un filament etic de imprimare 3-D
- Analiza ciclului de viață a reciclării distribuite a polietilenei de înaltă densitate post-consum pentru filament de imprimare 3-D
- Proprietățile mecanice ale componentelor fabricate cu imprimante 3-D open-source în condiții de mediu realiste
- Testarea mecanică a componentelor polimerice realizate cu imprimanta RepRap 3-D
- Dezvoltarea și fezabilitatea aplicațiilor pentru imprimanta RepRap 3-D
- Analiza ciclului de viață al reciclării distribuite a polimerilor
- Producție personalizată distribuită cu energie solară
- Reciclarea distribuită a deșeurilor de plastic post-consum în zonele rurale
- Fundația Ethical Filament
- Reciclarea LDPE pe o bicicletă cu un RepRap de la compania Fabraft din Taipei
- Reciclarea UBC a imprimatelor vechi cu blender și azot lichid http://web.archive.org/web/20140408053842/http://ubc-rapid.com/blog/?p=183