▼This page is an automatic translation to Spanish of Operating Manual for Gigabot X printer.This translation is distributed in the hope that it will be useful, but without any guarantee of accuracy.
Termoplásticos con una temperatura de fusión de hasta 280 °C
de boquilla
1,75 milímetros
de volumen de impresión
600 x 750 x 800 mm / 24 x 30 x 31,5 pulgadas
Velocidad de impresión
hasta 60 mm/s
Resolución
0,32 a 2,25 mm
1. Establecer una conexión entre el Gigabot y tu computadora
Encienda la máquina con el botón ON/OFF situado en el lateral frontal derecho de la máquina.
Conecta el cable Ethernet a una computadora. Nota: Si tu computadora no tiene puerto Ethernet, necesitarás un conector USB o USB-C. Nota : En este ejemplo, se usa Windows 11, pero las instrucciones son similares para otras versiones (como Windows 10).
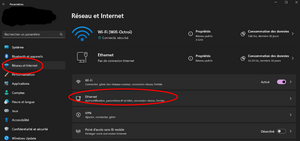
Vaya a Configuración > Red e Internet > Ethernet.
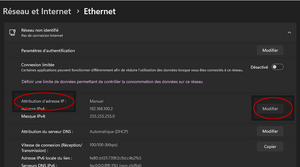
Seleccione «Asignación de dirección IP» > Editar.
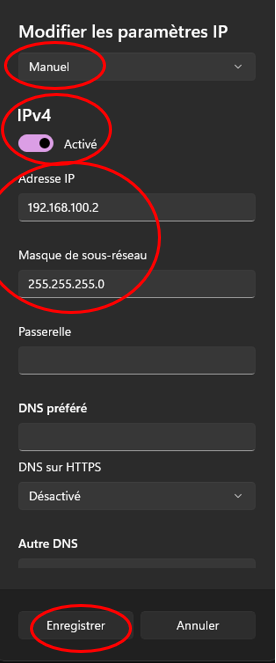
Cambiar «Automático» a «Manual»
Activar IPv4.
Agregue la dirección IP de la impresora: 192.168.100.2
Agregue la máscara de red: 255.255.255.0
Guardar configuración.
Vaya a un navegador web (Chrome, Opera, Firefox…) y escriba esta dirección en la barra de pestañas: 192.168.100.8
Estado de la impresora: Inactivo/Ocupado, Posición del cabezal de la herramienta, Movimientos de los extrusores, Velocidades del motor de los extrusores y Medidas de los sensores.
3
Herramientas
Calefacción Control de temperatura de tres calentadores y cama: Temperaturas objetivo, medidas, estados activos o en espera.
Activación de herramientas
4
Temperaturas
Gráfico de temperatura: muestra las curvas de temperatura de los calentadores y la temperatura de la cama a lo largo del tiempo.
5
Movimiento del cabezal de la impresora
Comandos para cambiar la posición del cabezal. Se puede mover manualmente o colocarlo en su posición de referencia (Inicio).
Nota:
Para mover el Cabezal, primero debemos ponerlo en su origen (X=0, Y=754, Z=5) con el botón Home Todo (o Home[eje] para ponerlo de nuevo en origen para un solo eje).
Tenga en cuenta que el eje Y comienza con valores negativos desde su referencia.
Tenga en cuenta que el eje Z solo está en casa si X e Y están en casa.
6
Extrusión
Comandos para cambiar la velocidad de extrusión, qué extrusor activar y extruir/retraer el material.
Nota: El control de extrusión permite elegir qué tornillos del extrusor queremos que giren (botones Crammer (E0), Extrusor (E1), o ambos (Mix)), y a qué velocidad queremos con los botones “feed/feed rate”.
7
Macros
Programas en código G para ejecutar tareas. Para ejecutar tareas repetitivas o automatizadas, podemos programarlas en archivos de macro en código G, en la pestaña "Macro" de la interfaz. Una vez guardadas, haga clic en ellas para que la impresora las ejecute. Para editar una macro, haga clic derecho sobre ella y seleccione "Editar archivo".
Macros actuales:
Permitir extrusión convencional: Esto permite la extrusión a temperaturas inferiores a 160 °C. Tenga en cuenta que no se recomienda su uso prolongado con material presente. Está diseñado principalmente para probar el movimiento del motor sin esperar a que la temperatura alcance el nivel mínimo requerido.
BL-Touch: Realice una comprobación rápida del BL-Touch (desplegar/retraer) con esto.
Desactivar todos los motores paso a paso: Detener la retención de ralentí en todos los ejes y el extrusor. Tenga en cuenta que desactivar la retención de ralentí durante la impresión puede causar problemas de calidad.
Purga: Permite purgar material.
Establecer posición: permite la especificación manual de las posiciones de los ejes estableciendo la posición actual del usuario en los valores dados.
Sonda de cama de malla: utiliza una sonda (BL-Touch en nuestro caso) para medir la altura de la cama para determinar su inclinación y planitud general.
8
Control del ventilador
Control manual del sistema de refrigeración
3.
También puedes controlar la máquina utilizando la pantalla ubicada en la parte posterior izquierda de la máquina.
1
Menú
Menú de control principal de la máquina.
2
Parada o parada de emergencia
Para desactivar y detener la máquina inmediatamente, presione este botón.
3
Activación de la temperatura de la cama
Para activar la calefacción de la cama, presione este botón.
4
Activación de temperaturas
Presione este botón para activar los calentadores del extrusor para calentar y activar la herramienta.
5
Temperaturas
Calefacción Control de temperatura de tres calentadores: estados actual, activo y en espera.
Nota: Para configurar las temperaturas, haga clic en el botón correspondiente a cada temperatura. Se abrirá una nueva ventana pequeña (consulte la Fig. Set_temperatures). A continuación, ajuste la temperatura pulsando +5 o +1. Una vez alcanzada la temperatura deseada, haga clic en "Configurar".
6
Posición y retorno al origen del cabezal de la impresora
Muestra la posición actual del eje y proporciona botones de retorno a la posición inicial tanto para ejes individuales como para todos los ejes.
7
Tarjeta SD
Ofrece un botón para acceder a los códigos G almacenados en la tarjeta SD.
8
Movimiento del cabezal de la impresora
Comandos para cambiar la posición del cabezal. Se puede mover manualmente. Se abrirá una nueva ventana con la misma información que en el control web de Duet.
Nota:
Para mover el Cabezal, primero debemos ponerlo en su origen (X=0, Y=754, Z=5) con el botón Home Todo (o Home[eje] para ponerlo de nuevo en origen para un solo eje).
Tenga en cuenta que el eje Y comienza con valores negativos desde su referencia.
Tenga en cuenta que el eje Z solo está en casa si X e Y están en casa.
9
Extrusión
Comandos para cambiar la velocidad de extrusión, qué extrusor activar y extruir/retraer el material. Se abrirá una nueva ventana con la misma información que en el control web de Duet.
10
Macros
Programas en código G para ejecutar tareas. Para ejecutar tareas repetitivas o automatizadas, podemos programarlas en archivos de macros en código G, en la pestaña "Macro" de la interfaz. Tras guardarlas, haga clic en ellas para que la impresora las ejecute. Se abrirá una nueva ventana con las macros.
11
Control
Pulse este botón para volver al menú.
12
Estado
Se abrirá una nueva ventana que muestra la información de impresión actual. Consulte la Fig. Ventana de estado.
13
Consola
Se abrirá una nueva ventana que mostrará el estado actual de la máquina y aparecerá un ícono de palabra clave en la esquina derecha, que le permitirá enviar comandos directos a través del código G.
14
configuración
Configuración de pantalla.
15
Macros
En esta sección se muestran algunas macros.
Establecer temperaturas
Establecer_temperaturas
Ventana de estado
Ventana de estado
1
Porcentaje de velocidad
Pulsa este botón para controlar el porcentaje de velocidad. Esto permite controlar la velocidad manualmente, lo que te permite ir más despacio o más rápido.
2
Control de ventiladores de refrigeración
Pulse este botón para controlar el porcentaje de enfriamiento. Se abrirá una nueva ventana pequeña (consulte la Fig. Set_temperatures), que le permitirá ajustar el porcentaje de enfriamiento deseado pulsando +5 o +1. Una vez alcanzado el valor deseado, haga clic en "Set".
3
Pasos de bebé
Este comando le indica a la impresora que aplique el desplazamiento adicional especificado a la coordenada Z para todos los movimientos futuros y que aplique el desplazamiento a los movimientos que ya se han puesto en cola, si esto se puede hacer.
4
Pausar/Reanudar/Cancelar impresión
Este comando permite pausar temporalmente el proceso de impresión actual, brindando opciones para reanudarlo o cancelarlo según sea necesario.
Nota: Al pausar la impresión desde la pantalla, si decide reanudarla, se detendrá automáticamente todo el proceso de impresión. Para pausar y reanudar la impresión, conéctese a la DWC. Disculpe las molestias.
4. Calibración
Para garantizar un rendimiento óptimo durante la impresión, la cama de impresión se ha calibrado. Se recomienda que, para sus procesos de impresión, el ajuste del desplazamiento adicional al eje Z se realice mediante la función de pasos pequeños. Sin embargo, solo se recomienda la recalibración si la separación entre los pasos pequeños supera 1 mm. Siga los pasos que se indican a continuación para recalibrar la cama:
Con un paño limpio, limpie la placa de construcción y la boquilla.
Encienda la máquina.
Inicio todos los ejes.
Calentar la boquilla a 220°C.
Calentar la cama a un rango de temperatura de 60-70°C.
Bajar la cama 30mm.
Coloque el cabezal de impresión en el centro de la cama (X=300, Y=345).
Coloque la barra de 10 milímetros (consulte la figura. Barra de calibración) debajo del sensor BLTouch (fig. Barra de calibración debajo del BLTouch). Asegúrese de que la barra NO toque la boquilla.Barra de calibraciónBarra de calibración debajo del BLTouch
Presione el botón de inicio Z.
Retire la barra.
Mueva la cama a 0 (en el tablero de instrumentos o panel de pantalla DWC, presione Z=-25 (DWC) o -50 (panel de pantalla)).
Inserte la barra debajo de la boquilla. Si la barra pasa por debajo de la boquilla y el espacio es demasiado estrecho (consulte la figura), siga estos pasos:
Angosto
a. Utilice galgas de espesores para medir el espacio entre la barra y la boquilla.
b. Vaya a DWC > Sistema > config.g.
c. Dentro de la configuración, localice G31 (Ctrl + F > escriba G31). Si no puede localizar G31 con Ctrl + F, simplemente desplácese hacia abajo hasta encontrar este código específico.
d. En G31, en la sección Z, aumente el valor numérico según la distancia medida (ejemplo: si el valor actual es 2,5 y la distancia medida es 0,5, el nuevo valor debería ser 3). NOTA: Si no tiene un calibre, aumente gradualmente en 0,2 hasta alcanzar el punto deseado.
e. Guarde la configuración. Aparecerá una ventana que preguntará: "¿Restablecer la placa?". Pulse "Sí".
f. Después de reiniciar la máquina, utilice la macro "Establecer posición" para mantener la posición actual del cabezal de impresión.
g. Baje la plataforma 25 mm. Repita los pasos del 6 al 6 hasta que la barra toque la boquilla y no haya espacio entre ellas (consulte la figura "Calibración perfecta").
Calibración perfecta
De lo contrario, si la barra no pasa por debajo de la boquilla (consulte la figura de la boquilla inferior), siga estos pasos:
Boquilla inferior
a. Vaya a DWC > Sistema > config.g.
c. En la configuración, localice G31 (Ctrl + F > escriba G31).
d. En G31, en la sección Z, disminuya el valor numérico según la distancia medida (ejemplo: si el valor actual es 2,5, redúzcalo en 0,2; el nuevo valor debería ser 2,3). Si no tiene un calibre, aumente gradualmente en 0,2 hasta alcanzar el punto deseado.
e. Guarde la configuración. Aparecerá una ventana solicitando que reinicie el equipo; presione el botón "Sí".
f. Después de reiniciar la máquina, utilice la macro "Establecer posición" para mantener la posición actual del cabezal de impresión.
g. Baje la plataforma 25 mm. Repita los pasos del 8 al 6 hasta que la barra haga contacto con la boquilla y no haya espacio entre ellas (consulte la figura para una calibración perfecta).
13. Inicio usando G28.
14. La sonda de malla del lecho en la consola envió el código G29. "Este comando utiliza una sonda (BL-Touch en nuestro caso) para medir la altura del lecho y determinar su inclinación y planitud general. Luego, habilita la compensación del lecho de malla para que la boquilla permanezca paralela al lecho".
15. En la consola envió el M500 para guardar la sonda de malla.
5. Preparación para la impresión
After designing a part on CAD software (Onshape, Solidwords, …), use the PrusaSlcer software to prepare the part for printing. If you do not have Prusa slicer download the latest version from (https://github.com/prusa3d/PrusaSlicer/releases)
Download the Printer configuration for Prusa from https://osf.io/h7s5u/ (File name: PrusaSlicer_confin.ini)
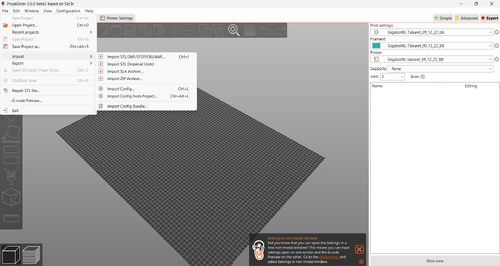
Import the config profile of the printer in the software (.ini file). For this, open the Prusa slicer go to File > Import > Import Config
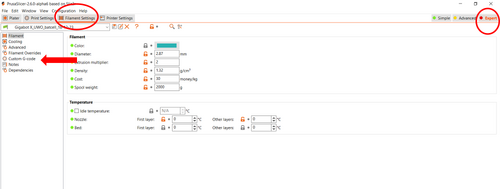
To change the type of material used in the printing process go to “Filament settings”.
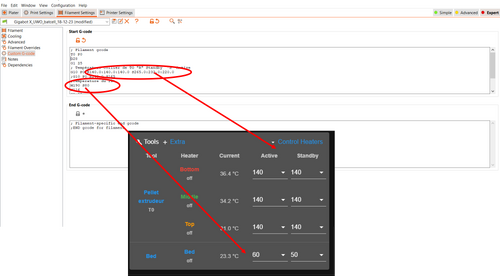
To change the bed and heaters temperatures in "fillament settings" go to “Custom G-Code” on the left tabs (if it’s not visible, check “Expert” on the right to show it).
We now have access to the starter G-code. The command G10 allows to change the target temperatures of the heaters. The R part is for standby temperatures and the S part for active temperatures.The command M190 changes the bed temperature ex.M190 S50 to target it at 50°C. Note:Note that the order of the S temperatures is as follows: the first temperature corresponds to the bottom (nozzle), followed by the middle, and then the top
Import the STL file. For this, go to File > Import > Import STL/3MF/Step/obj
Set all the printing parameters
Then, Click on "Slice now"
Check the printing is properly set
Click "Export G-code"
Save it.
6. Printing
If material needs to be purged do as follows
Before using the material you want, we must purge the old material inside the printer’s system.
Lower the bed by approximately 100mm to facilitate material flow. Place a paper towel under the nozzle on the bed to prevent material spillage.
If there's remaining material in the crammer and feeder, have a bucket ready for recovery and unscrew the crammer's motor to empty them. Use a vacuum cleaner to remove dust and particles.
If aware of the melting temperature of the old material, set the heaters to this target temperature. Otherwise, set them to 260°C, 240°C, and 220°C.
Click on "Extrude" (#6) to ensure material flows from the nozzle or the screws are not stuck. If the screws are stuck (motor noise/cracking sounds), use "Retract" to lift the material back to the crammer for removal.
If material flows smoothly and screws are not stuck, extrude a few times while gradually increasing the feed rate. Then, activate the "Purge" macro if no issues arise.
Once the system has been purged, place purging material pellets in the crammer and execute another purge to clean the system.
If material do not needs to be purged do as follows
Limpie la placa de impresión con isopropanol y un paño. Si quedan restos de pegamento, utilice agua tibia y limpie.
2. Llene el alimentador con la cantidad deseada de material (pellets de PLA, plástico triturado, etc.).
Si utiliza DWC:
En la interfaz, vaya a Menú > Archivos > Trabajos. A la derecha, busque la opción "Subir archivo(s) de código G".
Seleccione el archivo de código G segmentado.
Una vez cargado, haga clic en el nombre del archivo.
Confirme haciendo clic en Sí y la impresión comenzará.
Nota: El cabezal de impresión volverá a su posición de referencia y la impresora no se iniciará hasta que la cama y los calentadores alcancen las temperaturas objetivo establecidas en la cortadora. El calentamiento puede tardar hasta 30 minutos, dependiendo de la configuración de temperatura.
Si utiliza la pantalla
Retire la tarjeta SD
Copia el código G en la carpeta 'Impresiones'
Vuelva a insertar la tarjeta SD.
En la pantalla, haga clic en el icono de la tarjeta SD.
Localice su archivo.
Haga clic en “Imprimir” para iniciar el proceso de impresión.
Nota: Al imprimir materiales de alta temperatura que requieren mayor adherencia, utilice adhesivo nanopolímero. Antes de usarlo, consulte la hoja de datos de seguridad (HDS) disponible en [link: https://cdn.shopify.com/s/files/1/2327/6017/files/Vision_Miner_NanoPolymer_Adhesive-V2-US_SDS-08_19_2020.pdf?v=1597940700] para obtener información sobre el equipo de protección personal necesario. Tenga en cuenta que este es un líquido altamente inflamable.