▼This page is an automatic translation to French of Operating Manual for Gigabot X printer.This translation is distributed in the hope that it will be useful, but without any guarantee of accuracy.
Groupe de recherche sur les technologies de durabilité appropriées et gratuites (FAST) de l'Université Western recherché ! Des étudiants vont créer un avenir décentralisé grâce à l'impression 3D et au recyclage open source alimentés par l'énergie solaire. Contactez le Dr Joshua Pearce - Postulez ici
Thermoplastiques avec une température de fusion allant jusqu'à 280°C
Ajutage
1,75 mm
Volume d'impression
600 x 750 x 800 mm / 24 x 30 x 31,5 pouces
Vitesse d'impression
jusqu'à 60 mm/s
Résolution
0,32 à 2,25 mm
1. Établir une connexion entre le Gigabot et votre ordinateur
Allumez la machine avec le bouton ON/OFF situé sur le côté avant droit de la machine.
Branchez le câble Ethernet sur un ordinateur. Remarque : si votre ordinateur ne dispose pas de port Ethernet, vous aurez besoin d'un connecteur USB ou USB-C. Remarque : dans ce cas, Windows 11 est utilisé pour cet exemple, mais les instructions sont similaires pour d'autres versions (comme Windows 10).
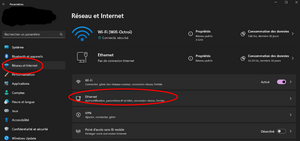
Accédez à Paramètres > Réseau et Internet > Ethernet.
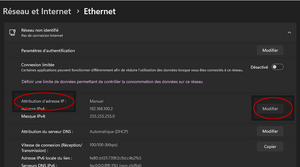
Sélectionnez « Attribution d’adresse IP » > Modifier.
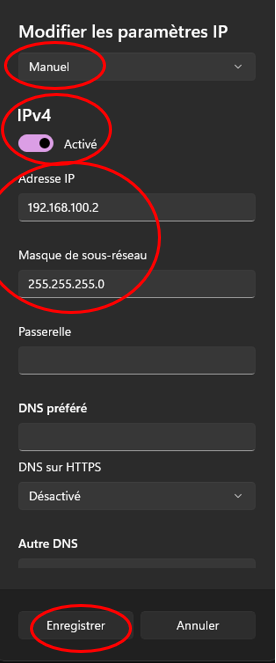
Changer « Automatique » en « Manuel »
Activer IPv4.
Ajoutez l'adresse IP de l'imprimante : 192.168.100.2
Ajoutez le masque réseau : 255.255.255.0
Enregistrer les paramètres.
Allez sur un navigateur Web (Chrome, Opera, Firefox…) et tapez cette adresse dans la barre d’onglets : 192.168.100.8
État de l'imprimante : inactif/occupé, position de la tête d'outil, mouvements des extrudeuses, vitesses des moteurs des extrudeuses et mesures des capteurs.
3
Outils
Chauffage Contrôle de la température de trois radiateurs et du lit : Températures cibles, mesures, états actif ou veille.
Activation de l'outil
4
Températures
Graphique de température : montre les courbes de température des éléments chauffants et de la température du lit au fil du temps.
5
Mouvement de la tête d'impression
Commandes pour changer la position de la tête. On peut la déplacer manuellement ou la placer à sa référence (Home).
Note:
Pour déplacer la Tête, il faut d'abord la remettre à son origine (X = 0, Y = 754, Z = 5) avec le bouton Accueil Tout (ou Accueil [axe] pour la remettre à l'origine pour un seul axe).
Notez que l'axe Y commence avec des valeurs négatives par rapport à sa référence.
Notez que l'axe Z n'est à l'origine que si X et Y sont à l'origine.
6
Extrusion
Commandes pour modifier la vitesse d'extrusion, quelle extrudeuse doit activer et extruder/rétracter le matériau.
Remarque : Le contrôle d'extrusion permet de choisir les vis de l'extrudeuse que nous voulons faire tourner (boutons Crammer (E0), Extruder (E1) ou les deux (Mix)) et à quelle vitesse nous voulons avec les boutons « feed/feed rate ».
7
Macros
Programmes G-Code pour exécuter des tâches. Pour exécuter des tâches répétitives ou automatisées, nous pouvons les programmer sur des fichiers macro en langage G-code, dans l'onglet « Macro » de l'interface. Après avoir enregistré, cliquez dessus pour que l'imprimante exécute la tâche. Pour éditer une macro, faites un clic droit dessus et Edit File.
Macros actuelles :
Autoriser l'extrusion de la condensation : cela permet l'extrusion à des températures inférieures à 160 °C. Notez qu'il n'est pas recommandé de l'utiliser pendant une longue période lorsque du matériau est présent. Il est principalement conçu pour tester le mouvement du moteur sans attendre que la température atteigne le niveau minimum requis.
BL-Touch : Effectuez une vérification rapide du BL-Touch (déploiement/rétraction) avec ceci.
Désactiver tous les moteurs pas à pas : Arrêter le maintien au ralenti sur tous les axes et l'extrudeuse. Sachez qu'en désactivant le maintien au ralenti pendant l'impression, vous obtiendrez des problèmes de qualité.
Purge : permet la purge du matériel.
Définir la position : permet la spécification manuelle des positions des axes en définissant la position actuelle de l'utilisateur sur les valeurs données.
Sonde de lit maillé : utilise une sonde (BL-Touch dans notre cas) pour mesurer la hauteur du lit afin de déterminer son inclinaison et sa planéité globale.
8
Contrôle du ventilateur
Contrôle manuel du système de refroidissement
3. Écran d'interface
Vous pouvez également contrôler la machine à l'aide de l'écran situé à l'arrière gauche de la machine.
1
Menu
Menu de contrôle principal de la machine.
2
Arrêt ou arrêt d'urgence
Pour désactiver et arrêter immédiatement la machine, appuyez sur ce bouton.
3
Activation de la température du lit
Pour activer le chauffage du lit, appuyez sur ce bouton.
4
Activation des températures
Appuyez sur ce bouton pour activer les éléments chauffants de l'extrudeuse pour le chauffage et l'activation de l'outil.
5
Températures
Chauffage Contrôle de la température de trois éléments chauffants : États actuel, actif et veille.
Remarque : Pour régler les températures, cliquez sur le bouton actif correspondant à chaque température. Une nouvelle petite fenêtre s'ouvre (voir Fig.Set_temperatures), puis ajustez la température en appuyant sur +5 ou +1. Une fois la température souhaitée atteinte, cliquez sur « Set ».
6
Position et retour à la position d'origine de la tête d'impression
Affiche la position actuelle de l'axe et fournit des boutons de retour à la position d'origine pour les axes individuels et pour tous les axes.
7
Carte SD
Offre un bouton pour accéder aux G-codes stockés sur la carte SD.
8
Mouvement de la tête d'impression
Commandes pour changer la position de la tête. Vous pouvez la déplacer manuellement. Une nouvelle fenêtre s'ouvre, affichant les mêmes informations que celles affichées dans le contrôle Web Duet.
Note:
Pour déplacer la Tête, il faut d'abord la remettre à son origine (X = 0, Y = 754, Z = 5) avec le bouton Accueil Tout (ou Accueil [axe] pour la remettre à l'origine pour un seul axe).
Notez que l'axe Y commence avec des valeurs négatives par rapport à sa référence.
Notez que l'axe Z n'est à l'origine que si X et Y sont à l'origine.
9
Extrusion
Commandes permettant de modifier la vitesse d'extrusion, l'extrudeuse à activer et l'extrusion/rétraction du matériau. Une nouvelle fenêtre s'ouvre, affichant les mêmes informations que celles affichées dans le contrôle Web Duet.
10
Macros
Programmes G-Code pour exécuter des tâches. Pour exécuter des tâches répétitives ou automatisées, nous pouvons les programmer sur des fichiers macro en langage G-code, dans l'onglet « Macro » de l'interface. Après avoir enregistré, cliquez dessus pour que l'imprimante exécute la tâche. Une nouvelle fenêtre s'ouvre, affichant les macros.
11
Contrôle
Appuyez sur ce bouton pour revenir au menu.
12
Statut
Une nouvelle fenêtre s'ouvre et affiche les informations d'impression actuelles. Voir la figure Status_window
13
Console
Une nouvelle fenêtre s'ouvrira, affichant l'état actuel de la machine, et une icône de mot-clé apparaîtra dans le coin droit, vous permettant d'envoyer des commandes directes via le G-code.
14
installation
Configuration de l'écran.
15
Macros
Certaines macros sont affichées dans cette section.
Régler les températures
Définir les températures
Fenêtre d'état
Fenêtre d'état
1
Pourcentage de vitesse
Appuyez sur ce bouton pour contrôler le pourcentage de vitesse. Cela permet un contrôle manuel de la vitesse, vous permettant d'aller plus lentement ou plus vite
2
Contrôle des ventilateurs de refroidissement
Appuyez sur ce bouton pour contrôler le pourcentage de refroidissement. Une nouvelle petite fenêtre s'ouvre (voir la Fig. Set_temperatures), vous permettant de régler le pourcentage de refroidissement souhaité en appuyant sur +5 ou +1. Une fois le réglage souhaité atteint, cliquez sur « Définir ».
3
Petits pas
Cette commande indique à l'imprimante d'appliquer le décalage supplémentaire spécifié à la coordonnée Z pour tous les déplacements futurs et d'appliquer le décalage aux déplacements qui ont déjà été mis en file d'attente si cela peut être fait.
4
Suspendre/Reprendre/Annuler l'impression
Cette commande permet de suspendre temporairement le processus d'impression en cours, en offrant des options pour le reprendre ou l'annuler selon les besoins.
Remarque : Lorsque vous interrompez l'impression à partir de l'écran, si vous choisissez de reprendre, cela arrêtera automatiquement l'ensemble du processus d'impression. Pour mettre en pause et reprendre l'impression, connectez-vous au DWC. Veuillez nous excuser pour ce désagrément.
4. Étalonnage
Afin de garantir des performances optimales lors de l'impression, le plateau de l'imprimante a été étalonné. Il est recommandé, pour vos processus d'impression, d'effectuer le réglage du décalage supplémentaire par rapport à l'axe Z à l'aide de la fonction Baby Steps. Cependant, un recalibrage n'est conseillé que dans les cas où l'écart pour les Baby Steps dépasse 1 mm. Veuillez suivre les étapes décrites ci-dessous pour recalibrer le plateau :
À l’aide d’un chiffon propre, essuyez la plaque de construction et la buse.
Allumez la machine.
Accueil tous axes.
Chauffer la buse à 220°C.
Chauffer le lit à une température comprise entre 60 et 70°C.
Abaissez le lit de 30 mm.
Positionnez la tête d'impression au milieu du lit (X=300, Y=345).
Placez la barre de 10 millimètres (voir la figure.Barre d'étalonnage) sous le capteur BLTouch (fig.Barre d'étalonnage sous le BLtouch). Assurez-vous que la barre NE touche PAS la buse.Barre d'étalonnageBarre d'étalonnage sous le BLTouch
Appuyez sur le bouton d'accueil Z.
Retirez la barre.
Déplacez le lit à 0 (dans le tableau de bord ou le panneau d'écran DWC, appuyez sur Z=-25 (DWC) ou -50 (panneau d'écran)).
Insérez la barre sous la buse. Si la barre passe sous la buse et que l'espace est trop étroit (voir la figure), procédez comme suit :
Étroit
a. Utilisez des jauges d’épaisseur pour mesurer l’écart entre la barre et la buse.
b. Accédez à DWC > Système > config.g.
c. Dans la configuration, localisez G31 (Ctrl + F > tapez G31). Si vous ne parvenez pas à localiser G31 en utilisant Ctrl + F, faites simplement défiler vers le bas jusqu'à ce que vous trouviez ce code spécifique.
d. Sous G31 dans la section Z, augmentez la valeur numérique en fonction de l'écart mesuré (exemple : si la valeur actuelle est de 2,5 et l'écart mesuré de 0,5, la nouvelle valeur doit être de 3). REMARQUE : si vous n'avez pas de jauge, augmentez progressivement de 0,2 jusqu'à atteindre le point souhaité.
e. Enregistrez la configuration. Une fenêtre apparaîtra, demandant : « Réinitialiser la carte ? » Appuyez sur « oui ».
f. Après le redémarrage de la machine, utilisez la macro « définir la position » pour maintenir la position actuelle de la tête d'impression.
g. Abaissez le lit de 25 mm. Répétez les étapes 6 à e jusqu'à ce que la barre entre en contact avec la buse et qu'il n'y ait plus d'espace entre elles (reportez-vous à la figure Calibrage parfait).
Calibrage parfait
Sinon, si la barre ne passe pas sous la buse (se référer à la figure buse inférieure), suivre ces étapes :
Buse inférieure
a. Accédez à DWC > Système > config.g.
c. Dans la configuration, localisez G31 (Ctrl + F > tapez G31).
d. Sous G31 dans la section Z, diminuez la valeur numérique en fonction de l'écart mesuré (exemple : si la valeur actuelle est de 2,5, réduisez-la de 0,2, la nouvelle valeur devrait donc être de 2,3). Si vous n'avez pas de jauge, veuillez augmenter progressivement de 0,2 jusqu'à atteindre le point souhaité.
e. Enregistrez la configuration. Une fenêtre apparaîtra, vous invitant à redémarrer la machine ; appuyez sur le bouton « oui ».
f. Après le redémarrage de la machine, utilisez la macro « définir la position » pour maintenir la position actuelle de la tête d'impression.
g. Abaissez le lit de 25 mm. Répétez les étapes 8 à e jusqu'à ce que la barre entre en contact avec la buse et qu'il n'y ait plus d'espace entre elles (reportez-vous à la figure d'étalonnage parfait).
13. Accueil utilisant G28.
14. La sonde du lit maillé dans la console envoie le code G29 "Cette commande utilise une sonde (BL-Touch dans notre cas) pour mesurer la hauteur du lit afin de déterminer son inclinaison et sa planéité globale. Elle permet ensuite de compenser le lit maillé afin que la buse reste parallèle au lit.
15. Dans la console envoyée le M500 pour sauvegarder la sonde de maillage.
5. Préparation de l'impression
Après avoir conçu une pièce sur un logiciel de CAO (Onshape, Solidwords, …), utilisez le logiciel PrusaSlicer pour préparer la pièce à l’impression. Si vous n’avez pas Prusa Slicer, téléchargez la dernière version depuis ( https://github.com/prusa3d/PrusaSlicer/releases )
Téléchargez la configuration de l'imprimante pour Prusa depuis https://osf.io/h7s5u/ (Nom de fichier : PrusaSlicer_confin.ini)
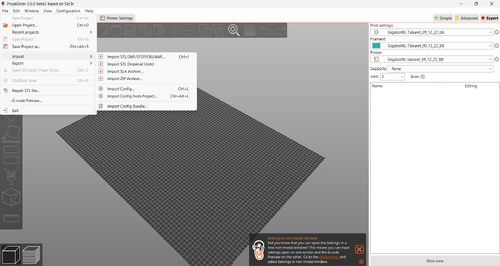
Importez le profil de configuration de l'imprimante dans le logiciel (fichier .ini). Pour cela, ouvrez le slicer Prusa et allez dans Fichier > Importer > Importer la configuration
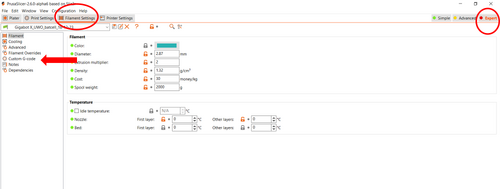
Pour modifier le type de matériau utilisé dans le processus d’impression, accédez à « Paramètres du filament ».
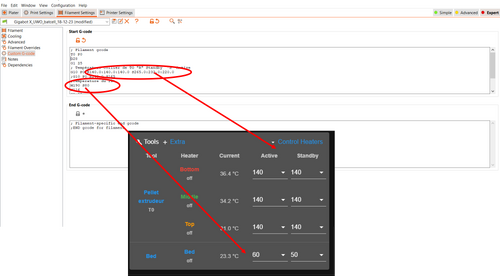
Pour modifier les températures du lit et des éléments chauffants dans les « paramètres de remplissage », accédez à « Code G personnalisé » dans les onglets de gauche (s'il n'est pas visible, cochez « Expert » sur la droite pour l'afficher).
Nous avons maintenant accès au G-code du starter. La commande G10 permet de modifier les températures cibles des résistances. La partie R est pour les températures de veille et la partie S pour les températures actives.La commande M190 modifie la température du lit ex.M190 S50 pour la cibler à 50°C. Remarque : Notez que l'ordre des températures S est le suivant : la première température correspond au bas (buse), suivie du milieu, puis du haut
Importez le fichier STL. Pour cela, allez dans Fichier > Importer > Importer STL/3MF/Step/obj
Définir tous les paramètres d'impression
Ensuite, cliquez sur « Trancher maintenant »
Vérifiez que l'impression est correctement configurée
Cliquez sur « Exporter le G-code »
Sauvegarde-le.
6. Impression
Si le matériau doit être purgé, procédez comme suit
Avant d'utiliser le matériel souhaité, nous devons purger l'ancien matériel à l'intérieur du système de l'imprimante.
Abaissez le lit d'environ 100 mm pour faciliter l'écoulement du matériau. Placez une serviette en papier sous la buse du lit pour éviter tout déversement de matériau.
S'il reste du matériau dans le bourroir et le doseur, préparez un seau pour la récupération et dévissez le moteur du bourroir pour les vider. Utilisez un aspirateur pour éliminer la poussière et les particules.
Si vous connaissez la température de fusion de l'ancien matériau, réglez les éléments chauffants sur cette température cible. Sinon, réglez-les sur 260 °C, 240 °C et 220 °C.
Cliquez sur « Extruder » (#6) pour vous assurer que le matériau s'écoule de la buse ou que les vis ne sont pas coincées. Si les vis sont coincées (bruit de moteur/craquements), utilisez « Rétracter » pour soulever le matériau jusqu'au bourroir pour le retirer.
Si le matériau s'écoule sans problème et que les vis ne sont pas bloquées, procédez à plusieurs extrusions tout en augmentant progressivement la vitesse d'avance. Activez ensuite la macro « Purge » si aucun problème ne survient.
Une fois le système purgé, placez les pastilles de matériau de purge dans le bourroir et exécutez une autre purge pour nettoyer le système.
Si le matériau n'a pas besoin d'être purgé, procédez comme suit
Nettoyez la plaque de construction avec de l'isopropanol et essuyez-la avec un chiffon. En cas de résidus de colle, utilisez de l'eau tiède et essuyez.
2. Remplissez le chargeur avec la quantité de matériau souhaitée (granulés de PLA, plastiques broyés, etc.).
Si vous utilisez DWC :
Dans l'interface, accédez à Menu > Fichiers > Tâches. Sur la droite, recherchez Télécharger le(s) fichier(s) G-code.
Sélectionnez le fichier G-code découpé.
Une fois chargé, cliquez sur le nom du fichier.
Confirmez en cliquant sur oui et l’impression commencera.
Remarque : la tête d'impression revient à sa position de référence et l'imprimante ne démarre pas tant que le lit et les éléments chauffants n'atteignent pas les températures cibles définies dans le slicer. Le chauffage peut prendre jusqu'à 30 minutes, selon les réglages de température
Si vous utilisez l'écran
Retirer la carte SD
Copiez le G-code dans le dossier « Impressions »
Réinsérez la carte SD.
Sur l’écran, cliquez sur l’icône de la carte SD.
Localisez votre fichier.
Cliquez sur « Imprimer » pour lancer le processus d’impression.
Remarque : lors de l'impression de matériaux à haute température qui nécessitent une assistance supplémentaire pour l'adhérence, utilisez un adhésif nano-polymère. Avant utilisation, reportez-vous à la fiche de données de sécurité (FDS) disponible à l'adresse [lien : https://cdn.shopify.com/s/files/1/2327/6017/files/Vision_Miner_NanoPolymer_Adhesive-V2-US_SDS-08_19_2020.pdf?v=1597940700] pour obtenir des informations sur l'équipement de protection individuelle requis. Veuillez noter qu'il s'agit d'un liquide hautement inflammable