
Open-source laser system for polymeric welding/pt



Nosso principal interesse é fabricar trocadores de calor soldando camadas de polímeros de baixo custo. Isso pode parecer contraintuitivo, mas nossos resultados teóricos mais recentes e os primeiros resultados experimentais mostram que esse tipo de trocador de calor pode ser muito eficiente e absurdamente barato. Veja: trocadores de calor de microcanais expandidos para nosso artigo mais recente. Esses trocadores de calor podem ser usados em todos os tipos de aplicações de eficiência energética, incluindo nosso trabalho para criar sistemas de pasteurização de água movidos a energia solar . Se conseguirmos desenvolver um sistema funcional, ele representará um método extremamente barato de pasteurizar água em escala familiar ou doméstica.
Se você utiliza o sistema para outras aplicações, por favor, nos informe quais são. Boa criação!
Lista de peças mecânicas

- Instalamos todo o sistema em um arquivo de gavetas duplas que esvaziamos, colocamos um interruptor de segurança para o laser e gavetas novas com fechos magnéticos. Um furo foi feito na parte superior para a passagem dos fios e do laser de fibra.
- Prolongamos os pés além da base quadrada para permitir que os trilhos do armário permanecessem intactos, como pode ser visto na foto.
- Adicionamos uma segunda camada de substrato deslizante, composta por um substrato de metal (Al) e uma placa de cobertura de vidro com baixo teor de ferro (veja detalhes à direita). Fonte de vidro de alta transmitância: SGG DIAMAN - Saint-Gobain Glass Vision Product Family - Vidro extra claro com baixo teor de ferro.
- Adicionamos novas peças impressas em 3D para acoplar um laser de fibra ao equipamento. No nosso caso, ele está suspenso logo acima do vidro, com uma lente posicionada de forma que o ponto focal fique logo abaixo do vidro.
Peças impressas
- Siga as instruções em http://www.thingiverse.com/thing:11653 e imprima os componentes.
- Além disso, você precisará dos componentes especializados aqui se for replicar nossa configuração de laser: http://www.thingiverse.com/thing:28078
Peças Misumi
Stockdrive
| Descrição da peça | Número da peça | Link |
|---|---|---|
| Polia de sincronização de policarbonato com 18 dentes | A 6T16M018DF6005 | https://sdp-si.com/eStore/PartDetail.asp?Opener=Group&PartID=42977&GroupID=347 |
| Correia dentada de neoprene reforçada com fibra de vidro | Um 6Z16MB89060 | https://sdp-si.com/eStore/PartDetail.asp?Opener=Group&PartID=70713&GroupID=342 |
Eletrônica
Componentes eletrônicos
- Arduino MEGA 2650 - https://www.sparkfun.com/products/11061
- Adafruit Motroshield - http://adafruit.com/products/81
- 6x Driver de Motor Ponte H SN754410 - https://www.sparkfun.com/products/315
- 2x Dissipador de Calor Aavid http://www.alliedelec.com/search/productdetail.aspx?SKU=70115208
- 2x Motor de Passo Adafruit - https://www.adafruit.com/products/324
- 2x Opto Endstop - http://web.archive.org/web/20130124025709/http://store.makerbot.com:80/electronics/electronics-kits/optical-endstop-v2-1-kit.html
- Fonte de alimentação com 5 e 12V (ex: fonte de alimentação de computador usada)
- 2 (ou mais) ventoinhas de computador de 12V
- Chip MAX3323 (ou similar) - http://www.digikey.com/product-detail/en/MAX3323EEPE%2B/MAX3323EEPE%2B-ND/1701884
- 4 capacitores de 1uF
- Cabo serial fêmea para placa de ensaio
- Fio de ligação
- Laser de fibra. Para obter detalhes sobre o nosso laser, consulte: Protocolo de soldagem a laser: MOST
- Laser de diodo acoplado a fibra JDSU L4-9897510-100M - http://web.archive.org/web/20150506125656/http://www.jdsu.com:80/en-us/Lasers/Products/AZ-Product-List/Pages/diode-laser-9xx-nm-fiber-coupled-10w-6398-l4-series.aspx
- LaserMount 264
- TECSource 5305
- LaserSource 4320
- Firmware: https://sourceforge.net/projects/lasersystemforp/
- Para obter uma descrição do software, consulte: Protocolo de soldagem a laser: MOST
Montagem de componentes eletrônicos e configuração de comunicação
- Conectando os componentes eletrônicos
 Esquema de circuito eletrônico
Esquema de circuito eletrônico Remova o jumper de alimentação! Arduino e shield do motor.
Remova o jumper de alimentação! Arduino e shield do motor.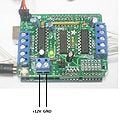 12V e GND
12V e GND Conexões de fim de curso óptico
Conexões de fim de curso óptico Definir limite com batente.
Definir limite com batente.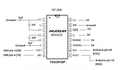 Atribuição de pinos MAXIM 3323E
Atribuição de pinos MAXIM 3323E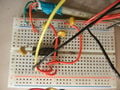 Layout da placa de ensaio com chip MAXIM
Layout da placa de ensaio com chip MAXIM Cabo DB9 fêmea - Vista frontal
Cabo DB9 fêmea - Vista frontal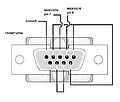 Atribuição dos pinos do cabo DB9 fêmea
Atribuição dos pinos do cabo DB9 fêmea









- O jumper próximo ao pino GND deve ser removido , caso contrário o Arduino será danificado!
- Conecte o cabo de 12 V ao pino M+ e o fio terra ao pino GND do MotorShield.
- Se estiver usando motores de passo da Adafruit, conecte os fios na seguinte ordem: de M1 para M2, marrom, verde, ignore o pino GND, amarelo e vermelho. De M4 para M3, marrom, verde, ignore o pino GND, amarelo e vermelho.
- Conecte os sensores de fim de curso ópticos conforme mostrado.
- Fixe os batentes de forma que o carro do laser alcance o canto inferior esquerdo do mecanismo.
- Conecte o pino 1 do MAX3323E a um capacitor de 1uF, um capacitor de 1uF entre os pinos 1 e 3, outro entre os pinos 4 e 5 e o último capacitor de 1uF ao pino 6, conforme mostrado na figura. Os pinos 7 e 8 devem ser conectados aos pinos 3 e 4 do cabo DB9, os pinos 11, 12, 13, 14 e 16 a 5V e o pino 15 ao terra. O pino 9 deve ser conectado ao pino 19 do Arduino e o pino 10 ao pino 18 do Arduino. Aterre os capacitores conforme mostrado. Se estiver usando capacitores polarizados, certifique-se de conectar os polos negativos ao terra nos capacitores dos pinos 1 e 6 do MAX3323E, ao pino 3 no capacitor entre os pinos 1 e 3 e ao pino 5 no capacitor entre os pinos 4 e 5.
- Conecte os pinos 1 do DB9 ao terra, os pinos 2 e 5 ao pino 9, o pino 3 ao pino 7 do MAX3323, o pino 4 ao pino 8 do MAX3323 e o pino 7 ao pino 8.
- Faça o upload do firmware para o Arduino usando o software Arduino ( http://www.arduino.cc/ ).
- Conecte o cabo DB9 à entrada RS232 do LaserSource 4320.
Nota: Dependendo se você usar motores de passo diferentes ou se o seu sistema exigir mais torque dos motores, será necessário fornecer mais corrente aos drivers dos motores. Substituir os drivers de motor padrão da Adafruit por um driver de motor H-Bridge SN754410 aumentará a corrente de 0,6 A para 1 A. Em casos onde for necessário muito torque, os drivers podem ser empilhados soldando os mesmos pinos. Certifique-se de usar um dissipador de calor (Aavid Heat Sink) e pasta térmica para auxiliar na transferência de calor; caso contrário, o driver superaquecerá. Um ventilador de resfriamento é altamente recomendado. CUIDADO: Este não é o melhor método para aumentar a corrente e precauções apropriadas devem ser tomadas para reduzir falhas térmicas.
 conjunto de chips de controle de motor
conjunto de chips de controle de motor

Segurança
O laser é composto por três dispositivos principais: LaserMount 264, TECSource 5300 e LaserSource 4320. O LaserMount 264 é uma unidade que integra um resfriador Peltier para controle preciso de temperatura e o próprio laser. O TECSource 5300 é um controlador de temperatura que precisa ser conectado ao LaserMount. O LaserSource 4320 é um driver de diodo laser, que controla o comportamento do laser, como tensão, corrente, ciclos de trabalho PWM e
Controle liga/desliga.
A instalação do LaserSource e do TECSource é muito simples. Após desembalar os equipamentos, certifique-se de que todo o material de embalagem foi removido e que nada obstrua as aberturas de ventilação na lateral e na frente dos equipamentos.
Altere a seleção de voltagem para o valor apropriado e certifique-se de que ambos os dispositivos estejam devidamente aterrados.
Os aparelhos possuem orifícios de ventilação na lateral e na frente; não bloqueie esses orifícios, pois isso pode causar superaquecimento e danos ao aparelho.
Conecte corretamente os cabos do TECSource e do LaserSource, identificados como LASER e TEC, ao LaserMount.
Para ligar o aparelho, conecte o cabo de alimentação CA ao aparelho e gire o interruptor de alimentação, localizado no painel frontal, para a posição "ligado" (I). O aparelho exibirá o modelo, o número de série e a versão do firmware, executará um rápido autoteste de inicialização e retornará ao último estado operacional conhecido.
Para obter o mais alto nível de precisão, o TECSource deve ser ligado por pelo menos uma hora antes de realizar as medições.
Após ligar os dispositivos, é necessário ativar o Controle de Ventoinha Externa nas opções do menu TECSource. Certifique-se de que o limite de corrente do controlador de temperatura esteja definido para um valor máximo de 7,4 A.
Precauções básicas gerais:
O responsável pela segurança do laser (LSO) deve ser notificado da aquisição de qualquer laser, independentemente da classe. Essa notificação deve incluir a classificação, o meio utilizado, a potência de saída ou energia do pulso, o comprimento de onda, a taxa de repetição (se aplicável), os acessórios especiais (dobradores de frequência, etc.), o tamanho do feixe na abertura do laser, a divergência do feixe e os usuários.
Não se deve tentar colocar nenhum objeto brilhante ou lustroso no feixe de laser, exceto aqueles para os quais o equipamento foi especificamente projetado.
Os dispositivos de proteção ocular projetados para proteção contra a radiação de um sistema laser específico devem ser usados quando os controles de engenharia forem inadequados para eliminar a possibilidade de exposição ocular potencialmente perigosa (ou seja, sempre que os níveis de emissão acessíveis excederem os níveis de EPI máximo permitidos). Isso geralmente se aplica apenas a lasers de Classe IIIB e Classe IV. Todos os óculos de proteção a laser devem ser claramente etiquetados com os valores de densidade óptica e os comprimentos de onda para os quais oferecem proteção.
A melhor forma de proteger a pele é através de controles de engenharia. Se houver potencial para exposição prejudicial à pele, especialmente a lasers ultravioleta (200-400 nm), recomenda-se o uso de coberturas para a pele e/ou protetores solares.
MÃOS - A maioria das luvas oferece alguma proteção contra a radiação laser. Tecidos de trama fechada e luvas opacas proporcionam a melhor proteção.
BRAÇOS - Um jaleco ou casaco de laboratório pode fornecer proteção para os braços. Para lasers de Classe IV, deve-se considerar o uso de materiais resistentes a chamas.
Requisitos teóricos de potência do laser
| Material | Tamanho do ponto (mm) | Potência do laser (W) |
|---|---|---|
| Polímero | 1 | 10 |
| Polímero | 0,3 | 1 |
| Polímero | 0,1 | 0,1 |
| Al | 1 | 1000 |
| Al | 0,3 | 100 |
| Al | 0,1 | 10 |
Se o material for de espessura semelhante a um filme plástico ou papel alumínio, a potência necessária será cerca de três vezes maior. Portanto, basicamente, a capacidade de focalizar o feixe não só permite obter canais menores, como também reduz a potência do laser necessária.
Veja também
- Protocolo de soldagem a laser: MOST
- Sistema de soldagem a laser de polímero de código aberto: projeto e caracterização de soldas multicamadas de polietileno linear de baixa densidade
- Trocador de calor de microcanais expandido
- Trocador de calor de microcanais expandidos: avaliação não destrutiva
- Modelo de trocador de calor por diferenças finitas: má distribuição de fluxo com acoplamento térmico
- Otimização do projeto de um trocador de calor de polímero para pasteurizador solar de água automatizado de uso doméstico.
- projeto de cortador a laser de código aberto
- Revisão da literatura sobre soldadores de polímeros de código aberto
- Trocador de calor de microcanais expandidos: Modelagem por diferenças finitas
- Zhang C, Anzalone NC, Faria RP, Pearce JM (2013) Equipamentos ópticos imprimíveis em 3D de código aberto . PLoS ONE 8(3): e59840. doi:10.1371/journal.pone.0059840 acesso aberto
- Projeto, fabricação e teste de um trocador de calor de polímero expandido para refrigeração por absorção.
| Autores | |
|---|---|
| Licença | CC-BY-SA-3.0 |
| Citar como | Bmtymrak (2011–2025). "Sistema laser de código aberto para soldagem de polímeros" . Appropedia . Consultado em 28 de maio de 2026 . |