Nonplanar Slicing/ru
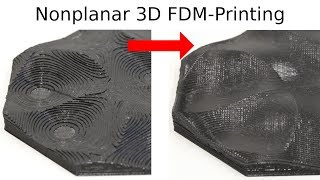
Неплоская печать в 3D-печати относится к печати деталей, в которых используются слои, в которых сопло перемещается как по осям [x, y], так и по осям z для создания изогнутых поверхностей, в отличие от использования дискретных слоев по оси z. Это позволяет создавать очень гладкие слои, особенно в геометрии с малым углом, где очевидна ступенчатость. Пример показан справа.

Модель и геометрия экструдера
Принтер с 4 или 5 осями, в котором сопло можно держать полностью касательным к поверхности печати, идеален, но можно использовать и 3-осевой принтер. Наиболее подходящей геометрией для неплоской нарезки традиционными немодифицированными горячими концами (маленькая плоская нижняя часть, угол 90 градусов) являются неглубокие, изогнутые под малым углом поверхности. Конечные эффекторы, у которых практически нет препятствий вокруг горячего конца, идеальны, поскольку они имеют меньшую геометрию, которая может столкнуться с печатаемой деталью.
Учебное пособие по использованию slic3r-nonplanar от Гамбургского университета
Гамбургский университет разрабатывает модифицированную версию Slic3r с открытым исходным кодом, которая включает метод неплоской нарезки. [1] Это можно использовать для создания gcode для непланарной печати на любом принтере. Внизу этой страницы есть ссылка на дополнительное руководство на канале YouTube «Teaching Tech», которое включает инструкции по модификации печатающих головок для обеспечения совместимости. В этом руководстве предполагается, что вы используете что-то вроде AthenaII с очень понятным хотэндом.
В этом руководстве предполагается, что вы уже знаете, как использовать slic3r или другую продвинутую программу нарезки. Для этого программного обеспечения доступно множество учебных пособий, а также документации к нему.
- В настоящее время непланарная сборка slic3r требует компиляции из исходного кода. Если вы используете систему Linux, особенно систему
aptуправления пакетами, инструкции на странице README будут работать без изменений. В Windows или другой системе вам потребуется либо запустить Debian или аналогичный дистрибутив на виртуальной машине, либо установить подсистему Windows для Linux, а также X-сервер, например Xming . Инструкции для этого доступны благодаря комментарию Lorgie1984 на странице проблем GitHub с использованием учебных пособий от Microsoft и HowToGeek . - В системе Linux или подсистеме Windows для Linux следуйте инструкциям на странице README непланарной ветки, чтобы собрать slic3r. Обратите внимание, что в Windows должен быть запущен Xming, и может потребоваться запустить слайсер с
DISPLAY=:0добавленной к команде perl командой, чтобы запустить графический интерфейс. - Если вы уже используете slic3r для нарезки деталей для печати, вы можете экспортировать настройки, используя
File -> Export Config...обычную установку slic3r, и импортировать их, используяFile -> Import Config...непланарную сборку. В противном случае настройте слайсерSettings -> Printer Settings..., используя параметры нити, нити и печати. - Загрузите файл STL для печати с подходящей поверхностью для неплоской нарезки. Хорошим примером является верхняя четверть сферы. Примечание. В WSL вы можете получить доступ к файлам в файловой системе Windows, перейдя к
/mnt/интересующей букве диска и открыв ее (cнапримерC:/, для). - Настройки неплоской нарезки находятся в
Settings -> Print Settings... -> Layers and perimetersразделе «Неплоские слои». Доступны три варианта: «Использовать неплоские слои», «Максимальный неплоский угол» и «Максимальная неплоская высота». Последние две настройки изменяют геометрию, используемую для обнаружения столкновений. - Обнаружение столкновений кажется чрезвычайно консервативным. Если какой-либо параметр установлен слишком низко, слайсер не будет генерировать неплоские слои. Возможно, потребуется «форсировать» создание неплоских слоев, установив максимальный угол >40 градусов и максимальную высоту >10 мм. Однако это означает, что концевой эффектор может столкнуться с риском столкновения с геометрией детали. Чтобы определить, является ли это проблемой, необходимо применить разумное суждение и опыт.
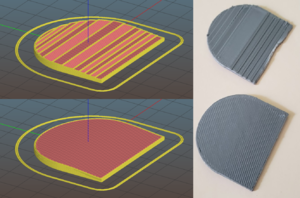
Плоская (вверху) и неплоская (внизу) траектория инструмента и деталь. Обратите внимание на плавность и отсутствие эффекта ступенчатости. - Результаты нарезки можно проверить, просмотрев траекторию инструмента. Итерации будут необходимы для создания приемлемых траекторий инструмента для печати.
- Определенная геометрия, а именно небольшие детали порядка высоты слоя (высота <5 мм), может привести к странному формированию неплоских слоев, создавая траектории движения инструмента, которые пересекаются с уже нанесенным материалом, или даже траектории инструмента, которые приводят конечный эффектор под печатную платформу. (!). Опять же, проявите суждение. Также обратите внимание, что для AthenaII это просто приведет к тому, что концевые эффекторы/направляющие стержни просто оторвутся от магнитов, поэтому вы сможете действовать более агрессивно, чем если бы вы работали на жесткой машине.
- После создания приемлемой траектории инструмента сохраните gcode и загрузите его на принтер. Обратите внимание, что время печати, оцененное принтером, может быть завышено во много раз; в части, показанной справа, принтер оценил около 1 часа для печати, на выполнение которой ушло 12 минут.
- Распечатайте модель – но оставайтесь рядом! Понаблюдайте за выполнением и убедитесь, что геометрия работает и рабочий орган не сталкивается с отпечатком или станиной.