Nonplanar Slicing/fr
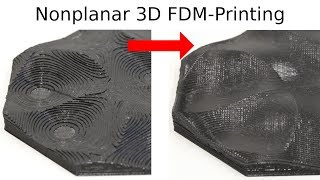
En impression 3D , l'impression non plane consiste à imprimer des pièces en utilisant des couches où la buse est déplacée sur les axes [x, y] et [z] pour créer des surfaces courbes, contrairement aux couches discrètes sur l'axe [z]. Cela permet de générer des couches très lisses, notamment dans les géométries à faible angle où les escalier sont apparents. Un exemple est présenté à droite.

Modèle et géométrie de l'extrudeuse
Une imprimante à 4 ou 5 axes, permettant de maintenir la buse parfaitement tangente à la surface d'impression, est idéale, mais une imprimante à 3 axes peut également être utilisée. La géométrie la plus adaptée au découpage non plan avec des têtes chauffantes traditionnelles non modifiées (petit méplat en dessous, angle de 90 degrés) est celle des surfaces courbes peu profondes et à faible angle. Les effecteurs terminaux présentant peu ou pas d'obstructions autour de la tête chauffante sont idéaux, car leur géométrie est moins susceptible d'entrer en collision avec la pièce à imprimer.
Tutoriel utilisant slic3r-nonplanar par l'Université de Hambourg
L'Université de Hambourg développe une version open source modifiée de Slic3r , incluant une méthode de découpage non planaire. [ 1 ] Cette méthode permet de générer du gcode pour l'impression non planaire sur n'importe quelle imprimante. En bas de cette page, vous trouverez un tutoriel supplémentaire de la chaîne YouTube « Teaching Tech » qui explique comment modifier les têtes d'impression pour plus de compatibilité. Ce tutoriel suppose que vous utilisez une imprimante AthenaII dotée d'une tête d'impression très transparente.
Ce tutoriel suppose que vous savez déjà utiliser slic3r ou un autre logiciel de découpage avancé. De nombreux tutoriels sont disponibles pour ce logiciel, ainsi qu'une documentation intégrée.
- Actuellement, la version non planaire de slic3r nécessite une compilation à partir des sources. Si vous utilisez un système Linux, notamment un système utilisant
aptla gestion des paquets, les instructions de la page README fonctionneront sans modification. Sous Windows ou autre système, vous devrez soit exécuter Debian ou une distribution similaire sur une machine virtuelle, soit installer le sous-système Windows pour Linux ainsi qu'un serveur X comme Xming . Les instructions sont disponibles grâce à un commentaire de Lorgie1984 sur la page des problèmes GitHub, en utilisant des tutoriels de Microsoft et HowToGeek . - Sous Linux, ou sous Windows, suivez les instructions du fichier README de la branche nonplanar pour compiler slic3r. Notez que sous Windows, Xming doit être en cours d'exécution et qu'il peut être nécessaire de lancer slicer en
DISPLAY=:0ajoutant le préfixe à la commande perl pour lancer l'interface graphique. - Si vous utilisez déjà slic3r pour découper vos pièces en vue de leur impression, vous pouvez exporter les paramètres
File -> Export Config...de votre installation slic3r habituelle et les importerFile -> Import Config...dans la version non planaire. Sinon, configurez le slicer avecSettings -> Printer Settings...les paramètres , filament et d'impression. - Chargez un fichier STL pour l'impression, avec une surface adaptée au découpage non plan. Le quart supérieur d'une sphère en est un bon exemple. Remarque : sous WSL, vous pouvez accéder aux fichiers du système de fichiers Windows en naviguant jusqu'au
/mnt/lecteur souhaité (cparC:/exemple, pour). - Les paramètres de découpage non planaire se trouvent dans
Settings -> Print Settings... -> Layers and perimetersla section « Couches non planaires ». Trois options sont disponibles : « Utiliser les couches non planaires », « Angle non planaire maximal » et « Hauteur non planaire maximale ». Ces deux derniers paramètres modifient la géométrie utilisée pour la détection des collisions. - La détection des collisions semble extrêmement prudente. Si l'un des paramètres est trop bas, le slicer ne génère pas de couches non planes. Il peut être nécessaire de forcer la génération de couches non planes en définissant l'angle maximal à > 40 degrés et la hauteur maximale à > 10 mm. Cependant, cela signifie que l'effecteur terminal risque d'entrer en collision avec la géométrie de la pièce. Il est nécessaire de faire preuve de discernement et d'expérience pour déterminer si cela pose problème.
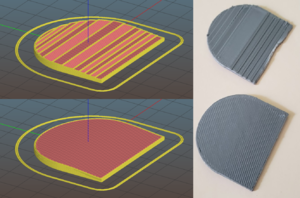
Parcours d'outil et pièce planaires (en haut) et non planaires (en bas). Notez la régularité et l'absence d'effet d'escalier. - Les résultats du découpage peuvent être vérifiés en prévisualisant le parcours d'outil. Des itérations seront nécessaires pour générer des parcours d'outil acceptables pour l'impression.
- Certaines géométries, notamment les petites pièces de l'ordre de la hauteur de couche (< 5 mm), peuvent entraîner une génération anormale des couches non planes, créant des trajectoires d'outil croisant la matière déjà déposée, voire entraînant l'effecteur final sous le plateau d'impression (!). Là encore, faites preuve de discernement. Notez également que sur l'Athena II, cela entraînera simplement le détachement des tiges de guidage/effecteur final des aimants ; vous pouvez donc être plus agressif que sur une machine rigide.
- Une fois le parcours d'outil généré, enregistrez le Gcode et chargez-le sur votre imprimante. Notez que le temps d'impression estimé par l'imprimante peut être largement surestimé ; dans la pièce illustrée à droite, l'imprimante a estimé environ 1 heure pour une impression qui a duré 12 minutes.
- Imprimez le modèle, mais restez à proximité ! Observez l'exécution et assurez-vous que la géométrie est correcte et que l'effecteur ne heurte pas l'impression ou le plateau.