
OSHE Print Farm Automation/de

Das von unserem Team identifizierte Problem ist der Schwierigkeitsgrad bei der Erstellung einer großen Anzahl von Ausdrucken. Genauer gesagt ist es ineffizient, wenn zu Beginn und Ende jedes Ausdrucks ein menschliches Eingreifen erforderlich ist. Wenn dieses Problem gelöst würde, könnte der Bediener mehrere Ausdrucke in die Warteschlange stellen, gehen und zurückkehren, um die fertigen Ausdrucke abzuholen.
Inhalt
Objektiv
Entwicklung einer einfachen, kostengünstigen Open-Source-Lösung zur Automatisierung des FDM-Drucks auf Hobbyniveau. Die Automatisierung eines 3D-Druckers für den Endverbraucherbereich würde konfigurierbare Software zur Änderung des G-Codes, Hardware zur Teileentnahme, die ohne Änderungen extern am 3D-Drucker installiert werden kann, und eine Teilespeicherlösung umfassen, die mehrere Iterationen jedes möglichen Designs akzeptieren kann, das mit der Projektlösung gedruckt wird. Das Projekt wird einige Lösungen umfassen, die einfach und kostengünstig sein sollen, um die Einstiegshürde so niedrig wie möglich zu halten. Die für das Projekt beschafften Teile werden nach Möglichkeit im 3D-Druckverfahren gedruckt, verwenden M3-Muttern, -Schrauben und -Unterlegscheiben sowie ein kleines Stück Blech und erfordern nur zwei externe Schrittmotoren, Kupplungen und Leitspindeln. Dieses Projekt würde die Produktivität der meisten 3D-Druckerdesigns für den Endverbraucherbereich maximieren und die Zeit, die Bastler vor und nach der Ausführung eines Drucks verschwenden, massiv reduzieren. Nach der Fertigstellung sollte die Lösung idealerweise genauso zuverlässig oder zuverlässiger sein als das Basisdruckermodell.
Hintergrund
Der FDM-Druck hat die Art und Weise revolutioniert, wie Branchenführer, Forscher und Bastler neue Teile und Produkte entwerfen, Prototypen erstellen und herstellen. Er hat Einzelpersonen Zugang zu demselben Maß an Qualität und Effizienz gewährt, das zuvor nur durch kostspieligere Produktionen im großen Maßstab erreicht werden konnte. Während Einzelpersonen in den letzten Jahren Zugang zu diesen Vorteilen hatten, haben sie nicht vom Automatisierungspotenzial profitiert, das diese Art der Fertigung bietet. Produkte, die mit dem FDM-Druckverfahren entworfen und hergestellt werden, sind auf Bastlerebene extrem zeitaufwändig, da sowohl vor als auch nach dem Betrieb der Maschine menschliches Eingreifen erforderlich ist. Wenn der FDM-Druckprozess durch Warteschlange, Drucken und Entfernen vollständig automatisiert wäre, könnte das Produktivitätspotenzial jeder Maschine sowohl vom Bastler als auch von der Fertigungsindustrie ausgeschöpft werden.
Dieses Projekt begann, als die OSHE von der Universität gebeten wurde, Hunderte Husky-Statuen zu drucken, deren Druck jeweils 8 Stunden dauerte. Anstatt daran denken zu müssen, alle acht Stunden ins Labor zu kommen und einen neuen Druck zu starten, wäre es viel einfacher, wenn der Prozess automatisch ablaufen würde. Wir möchten, dass der Roboterarm erkennt, wann der 3D-Druck abgeschlossen ist, den fertigen Druck entfernt und dem 3D-Drucker dann sagt, dass er erneut beginnen soll.
Bedeutung des Projekts
Projektziele:
- Roboterarm hinzufügen, ohne die normalen Druckerfunktionen zu beeinträchtigen
- Das Projekt umfasst einen Metallschaber mit doppelten Leitspindeln
- Das Motiv liegt außerhalb des Druckerumfangs
- Die Fläche des Druckerbetts wird durch das Design angemessen berücksichtigt
- Mit dem Poptab-Design wurden Drucke bis zu 75.000 mm^2 verifiziert
- Schreiben Sie G-Code, um das Druckerbett zu löschen
- Der Drucker wird über eine benutzerdefinierte Dual-Extruder-Firmware-Version gesteuert
- Das Design wird mithilfe von G-Code-Befehlen an den zweiten Druckkopf manipuliert.
- Automatisieren Sie die G-Code-Generierung, um das Druckbett freizumachen und einen Druck in die Warteschlange zu stellen
- Ein Python-Skript ( Again.py ) erstellt die Druckwarteschlange und die endgültige G-Code-Datei mit 2 abhängigen G-Code-Dateien:
- Der Scraper wird mit ( init.txt ) und ( iter.txt ) für Initialisierungs- bzw. Löschfunktionen gesteuert.
- Octoprint wird derzeit implementiert, um die Warteschlangen und Entfernung von Druckaufträgen zu verwalten
- Überprüfen Sie, ob das System funktioniert
- Einen Zeitraffer des funktionierenden Systems finden Sie hier und weiter unten
Mögliche zukünftige Ziele:
- Fügen Sie einen Endschalter hinzu, damit wir wissen, wo sich der Schaber befindet
- Verfeinern und aktualisieren Sie das Python-Skript, um die kommenden Funktionen in Marlin zu nutzen
- Fügen Sie das Schienensystem hinzu, das ursprünglich zum Führen des Wagens gedacht war
- Fügen Sie eine Ausfallsicherungsfunktion für den Fall hinzu, dass das Entfernen des Ausdrucks fehlschlägt
- Verschieben Sie die Benutzeroberfläche der Druckwarteschlange auf den Drucker selbst
Stückliste
| Menge | Material | Geschätzte Kosten |
|---|---|---|
| 2 | 500 mm T8 Leitspindel mit Mutter | $38 |
| 2 | NEMA 17 Schrittmotor | $26 |
| 1 | Kg PLA-Filament | $25 |
| 1 | Wärmeband aus Aluminiumfolie | $20 |
| 1 | Verzinktes Stahlblech 0,6 mm x 200 mm x 500 mm | 12 $ |
| 50 | M3 x 16 mm Innensechskantschrauben und -muttern (Unterlegscheiben empfohlen) | $8 |
| 2 | 5 mm bis 8 mm Flexkoppler | $7 |
| 1 | Teflon-Schmiermittel | $7 |
| 4 | 14–26 AWG-Drahtmuttern (empfohlen) | 1 Dollar |
| 4 | EL-MS0059 Buchsenstifte (Taz 6) | 1 Dollar |
| 1 | EL-MS0062 4-poliger Buchsenstecker (Taz 6) oder gleichwertig | 1 Dollar |
| 10 | Fuß 22 AWG Draht | 1 Dollar |
| 1 | Dickes Papierblatt 1' x 2' | 1 Dollar |
| GESAMT | 148 $ |
Erforderliche Werkzeuge
| Menge | Werkzeug |
|---|---|
| 1 | Messwerkzeug |
| 1 | Bohren |
| 1 | Lötkolben |
| 1 | Bohrer (>3mm) |
| 1 | Metallfeile und/oder Schleifpapier (grob) |
| 1 | Metallsäge/Blechschere |
| 1 | Abisolierzange (empfohlen) |
| 1 | Drahtcrimper (empfohlen) |
| 1 | Schraubstock (empfohlen) |
Technische Daten und Montageanleitung
Um mit der Zusammenstellung (und dem Entwurf) des Projekts zu beginnen, sollten Maßnahmen ergriffen werden, um die Situation entsprechend zu berücksichtigen. Beispieldateien werden bereitgestellt und können geändert oder unverändert verwendet werden, um ähnliche Entwurfsbeschränkungen zu erfüllen.
| Aktion | Teil |
|---|---|
| Maße messen, Schraubenlöcher | Schrittmotor, Leitspindelmutter |
| Radius messen | Flex-Koppler |
| Messen Sie Breite, Tiefe | Druckbett |
| Messen Sie Breite, Höhe, Dicke, Form | Druckerrahmen |
| Messen Sie die kürzestmögliche Tiefe | Druckkopf, Rahmen |
| Platz für Druckkopf (bequem), Druckrahmen | Leitspindelebene |
| Passen Sie Motorform und Schrauben, Flexkupplungsradius und Druckerrahmen an | Linke Motorhalterung x 1 |
| Linke Spiegelmotorhalterung | Rechte Motorhalterung x 1 |
| Platz für Leitspindel, Druckerrahmen (und Lager) | Linke Leitspindelhalterung x 1 |
| Spiegel links mit Gewindespindel | Rechte Leitspindelhalterung x 1 |
| Passen Sie den Radius der Leitspindelmutter, die Schraubenlöcher, den Druckerkopf und den Druckerrahmen an | Schienenwagen x 2 |
| Anpassung der Abstreifwinkel bei Lagerung (Druckerkopf bequem vermeiden) und Einsatz (Abstreifwinkel), Schienenwagen | Linke Scharnierhalterung x 1 |
| Spiegel Scharnierhalterung links | Rechte Scharnierhalterung x 1 |
| Anpassung an Abstreifer, Scharniermontagegeometrie | Schaberclip x 2 |
| Bietet Platz für 1/3 der Breite des Druckerbetts, des Druckkopfs und der Schraubenlöcher in der Mitte | Schaberabdeckung x 3 |
| Platz für Schaber. Optionales Teil, um ein Verbiegen der Klinge zu verhindern, so breit wie möglich. | Schaberrippe x 1 |
| Berücksichtigen Sie die Breite des Druckerbetts (untere Breite), die Breite der Leitspindel mit allen Befestigungen (obere Breite), die kürzestmögliche Tiefe von der Leitspindelebene bis zur hinteren Kante des Druckbetts (Höhe), die Schraubenlöcher | Schaber x 1 |
WARNUNG : Lesen Sie die Anweisungen vollständig durch, bevor Sie es versuchen. Wenn Sie Teile, Programme oder Drucker die ersten Male verwenden, seien Sie beim Manövrieren des Schabers vorsichtig und zurückhaltend. Kollisionen können sowohl den Schaber als auch den Drucker beschädigen. Seien Sie bereit, die Maschine sofort anzuhalten, und wenn ein Teil fragwürdig platziert oder manövriert wird, schalten Sie die Maschine aus und überprüfen Sie, ob der beabsichtigte Vorgang ausgeführt wurde und alle Teile in Ordnung sind. Stellen Sie sicher, dass die Skripte Again.py, init.txt und iter.txt die richtigen Höhen- und Bewegungsbefehle für Ihren Drucker haben, bevor Sie einen Druckvorgang starten. Dies kann einige Versuche erfordern, bis es richtig funktioniert.
Befestigen Sie zum Zusammenbau jedes gedruckte Teil in der angegebenen Reihenfolge am Drucker (d. h. beginnen Sie mit der linken Motorhalterung und enden Sie mit dem Schaber). Verwenden Sie Unterlegscheiben auf allen bedruckten Oberflächen, um ein Zerdrücken zu vermeiden, und gehen Sie beim Festziehen vorsichtig vor. Wenn Sie den Schaberclip an den Scharnierhalterungen befestigen, stecken Sie die Mutter in die Unterseite der Scharnierhalterung und stecken Sie die Schraube von der Oberseite hinein. Kleben Sie dann die Unterseite der Scharnierhalterungen an die Schienenwagen. Bringen Sie bei Bedarf Schraubenlöcher an, um die Scharnierhalterungen an den Schienenwagen zu befestigen. Gehen Sie beim Einsetzen der Schrauben in Teile des Schabers wie Schaberabdeckung, Schaberclip oder Schaberrippe vorsichtig vor, um Kollisionen mit dem Druckerrahmen, dem Druckerkopf oder dem Druckerbett zu vermeiden. Richten Sie die Schrauben richtig aus, um das Kollisionsrisiko zu minimieren, und feilen Sie die Schrauben bei Bedarf auf die entsprechende Länge.
Um die Schrittmotoren zu verdrahten, beachten Sie die Verdrahtungs- und Platinendiagramme, die der Hersteller für den Drucker bereitgestellt hat. Die für dieses Projekt verwendeten TAZ 6-Dateien sind unten verfügbar. Es gibt mehrere mögliche Punkte, an denen ein Kabelbaum hergestellt und das Dual-Extruder-Signal verwendet werden kann, aber für die Zwecke dieses Projekts wurde die Verbindung auf einer Platine im Inneren des Druckers und nicht am externen (vorgesehenen) Dual-Extruder-Kabelbaum hergestellt. Crimpen Sie die vier erforderlichen Drähte in die Stifte, stecken Sie sie in den Stecker, stecken Sie den Stecker in die vorgesehene Stelle und verbinden Sie die losen Drähte mit den Drahtmuttern mit den Schrittmotoren. Die Drahtmuttern werden dringend empfohlen, da es aufgrund der Variabilität der Verdrahtungsschemata am einfachsten ist, die Motoren durch Ausprobieren zu verdrahten. Stellen Sie sicher, dass die Schrittmotoren während des Tests nicht mit den Leitspindeln verbunden sind. Sobald sich beide Motoren synchron in die vorgesehene Richtung bewegen und keine Schritte mehr überspringen, fahren Sie mit dem nächsten Teil fort.
Um den Schaber manuell zu bewegen, verwenden Sie die Bewegungsfunktion, die für den zweiten Extruder vorgesehen ist. Der Schaber sollte im Moment im manuellen Modus betriebsbereit sein, aber bevor er autonom laufen kann, muss eine benutzerdefinierte Dual-Extruder-Firmware auf dem Drucker installiert werden. Dies liegt an einer Sicherheitsfunktion, die es dem Extruder nicht erlaubt, sich zu bewegen, bis er die erforderliche Temperatur erreicht hat. Diese benutzerdefinierte Dual-Extruder-Firmware für den TAZ 6 wurde so geändert, dass nur der zweite Extruder auf eine akzeptable konstante Temperatur eingestellt wird. Dadurch kann die Sicherheitsfunktion des Druckers für den zweiten Extruder umgangen werden. Verwenden Sie diese Ressource, um Hilfe bei der Installation einer neuen Firmware-Version zu erhalten. ACHTUNG : Während der Drucker eine Firmware ausführt, die für einen Dual-Extruderkopf entwickelt wurde, ist es wichtig zu beachten, dass er immer noch nur einen einzigen Extruderkopf hat. Verwenden Sie KEIN Dual-Extruder-Profil in einem Slicer, da dieser versucht, den zweiten Extruder während mehrerer Initialisierungsschritte während des Drucks zu manipulieren, auch wenn er nicht verwendet wird. Es sollte klar sein, dass dies zu großen Problemen führen kann. Verwenden Sie stattdessen ein einzelnes Extruderprofil, als ob die Firmware überhaupt nicht geändert worden wäre.
Um die Teileaufbewahrungslösung zusammenzubauen, entfernen Sie zunächst das Druckerbett. Kleben Sie das Kartonpapier mit dem Aluminium-Heizband an die Unterseite des Betts und ritzen Sie das Papier an der Kante des Betts ein, sodass es sich faltet, wenn es nicht gestützt wird. Stellen Sie den Drucker auf eine erhöhte Oberfläche und stellen Sie den Teilebehälter unter den Drucker. Fertige Drucke sollten vom Papier gestützt werden, bis das Druckerbett nicht mehr vom Druckerrahmen gestützt wird, und anschließend in den Teilebehälter fallen.
Um die Druckwarteschlangenfunktion zu nutzen, führen Sie einfach das Programm Again.py im selben Verzeichnis wie die abhängigen TXT-Dateien und die gewünschten G-Code-Dateien aus, bevor Sie den fertigen G-Code an den für den Druck vorgesehenen Dateispeicherort verschieben. Folgen Sie den Anweisungen, die in der Konsole angezeigt werden. HINWEIS : Damit das Programm ordnungsgemäß funktioniert, müssen Sie die Dateierweiterungen (z. B. .gcode) einschließen und überprüfen, ob sich der Schaber wie vorgesehen bewegt. Darüber hinaus sollten alle in Again.py, init.txt und iter.txt vorhandenen automatischen Bewegungsfunktionen unter genauer Aufsicht mehrmals hintereinander ohne erneute Initialisierung getestet werden.
Um das Design zu initialisieren, bewegen Sie den Schaber nach unten, bis die Spitze des Schabers das Druckerbett berührt. Beginnen Sie dann mit dem Drucken. Der Schaber sollte sich sofort nach oben in die Aufbewahrungsposition bewegen und der Druck sollte wie gewohnt beginnen. Wenn der Drucker fertig ist, sollte sich das Druckbett nach hinten bewegen, den Druckerkopf ganz nach oben bewegen, die eingestellten Temperaturbefehle ausführen, den Schaber so bewegen, dass er das Bett fast berührt, den Schaber in eine ausgefahrene Position manövrieren und mit dem Schaben beginnen. Wenn das Bett die Vorderseite erreicht, sollte der Schaber in die Aufbewahrungsposition zurückkehren, das Bett sollte sich erneut nach hinten bewegen und der nächste Druck sollte wie gewohnt fortgesetzt werden. Wenn alle Drucke abgeschlossen sind, sollte das Bett auf eine sichere Temperatur abkühlen. Probieren Sie unbedingt Geschwindigkeiten, Entfernungen und Temperaturen aus, um mit Ihrem Setup eine optimale Leistung zu erzielen.
Inhalt

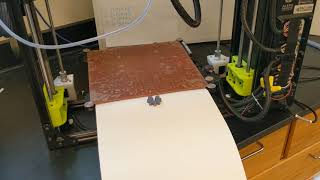

Abb. 1: Schaberscharnierhalterung.

Abb. 2: Schaberscharnierklemme.

Abb. 3: Schaberklinge.




Abb. 1: Scraper-Initialisierung.

Abb. 2: Ausgefahrener Scraper.

Abb. 3: Scharnier ausgefahren.

Abb. 4: Schaber im Lager.

Abb. 5: Schaberwagen im Lager.

Abb. 6: Scharnier im Lager.

Abb. 7: Octoprint-Schnittstelle

Abb. 8: Octoprint Webcam zur Überwachung







Verweise
- Allgemeine G-Code-Referenz zur Dateiänderung: https://reprap.org/wiki/G-code/es#G0_.26_G1:_Move
- Allgemeine G-Code-Referenz: https://marlinfw.org/docs/gcode/M140.html
- Lulzbot TAZ 6 Benutzerhandbuch: http://download.lulzbot.com/TAZ/6.01/documentation/manual/6.01/source/Manual.pdf
- Lulzbot TAZ 6 – Schritt-für-Schritt-Anleitung zur Installation von Dual-Extruder und Firmware: https://ohai.lulzbot.com/project/TAZ-6-dual-extruder-v2-tool-head-installation/accessories/
- Lulzbot Taz 6 Vanilla-Firmware: https://www.lulzbot.com/Cura
- Kabelbaumdiagramme für Lulzbot Taz 6: https://ohai.lulzbot.com/project/taz6-wire-assemblies/taz-6/#&gid=1&pid=5
- Schaltpläne für die Lulzbot Taz 6-Platine: https://download.lulzbot.com/TAZ/6.02/production_docs/OHAI/03_ControlBoxWiring-OHAI-T6.pdf
- Lulzbot TAZ 6 CAD-Modell: https://cad.onshape.com/documents/db1314645041f433a24b6dc3/w/6aee9c13ac54c11d09e02da0/e/b7de97fc974a48bdc73dd85b
- 3D-Druckreferenz zur möglichen Verbesserung der Teileentnahme: https://support.ultimaker.com/hc/en-us/articles/360012613519