
Custom Stand Up Paddleboard/fr

Membres


Christophe Grace
David Swanson
Contexte
Le projet Custom Stand Up Paddleboard fait partie du projet BoardSport Technologies Enterprise de l'Université technologique du Michigan . Il s'agit d'un projet de fin d'études visant à développer une méthode économique et open source pour la fabrication de planches de paddle haut de gamme.
Matériaux et techniques
Époxy

L'époxy a été choisi pour former la couche d' époxy Solarez entre la mousse et la fibre. Cette couche offre une meilleure résilience et favorise l'adhérence. L'époxy Solarez ne durcit pas complètement, mais reste collant, ce qui lui confère ces propriétés. Une couche de Super Sap INF d'Entropy Resins a été utilisée pour la couche extérieure. Elle offre la coque rigide nécessaire à la carte et contribue à accroître sa résistance globale. Ces deux époxydes résistent également aux UV, un atout essentiel pour la conception d'une carte destinée à une utilisation en plein soleil.
Le Super Sap INF a été utilisé pour les tests d'échantillons. Après en avoir épuisé le stock, Entropy Resins a arrêté la production du Super Sap INF et l'a remplacé parle Super Sap One .
Mousse
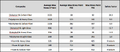
La mousse sera le centre de la planche. Elle assurera la flottabilité nécessaire pour la maintenir à flot. Après avoir réduit nos options à trois matériaux, nous avons sélectionné le polystyrène expansé (PSE), la mousse Divinycell (PVC réticulé) et la mousse I-Foam. Le polypropylène (PP) a également été testé, car nous ne disposions pas de toutes les propriétés de la mousse I-Foam, qui est un mélange de PP et de PSE. En testant le PP, nous avons pu prédire certaines des propriétés attendues de la mousse I-Foam. Celles-ci sont présentées dans le tableau 1.
La mousse EPS a été le choix final.
Fibre
La couche de fibres de la planche sera juste en travers de la carène. Sous l'effet de la charge d'une planche de paddle, les fibres de la carène seront en tension. C'est là qu'elles confèrent la plus grande résistance à la planche. Placer des fibres sur la planche ne ferait qu'augmenter le coût, sans pour autant améliorer la résistance. Les trois types de fibres proposés, présentés dans le tableau 1, sont la fibre de carbone, le verre E lourd et le verre E léger.
Le choix final s'est porté sur la fibre de carbone. Celle-ci a été obtenue auprès de Protech Composites , qui a entretenu une relation suivie avec BST par le passé. Ils ont fait des dons et apporté une aide précieuse lors de projets antérieurs. Nous avons commandé des feuilles de fibre sergées 2x2 de 7 oz, 3k, suffisamment grandes pour couvrir toute la face inférieure, soit environ 3,6 m sur 1,2 m. Le prix d'une feuille est de 54,75 $, plus 13,58 $ de frais de port, pour un total de 68,33 $.
Deux couches de fibre de verre légère ont été utilisées sur le dessus de la planche pour éviter les microfissures dans l'époxy et éviter les empreintes de pas dans la mousse.
Stringer
Les longerons contribuent à renforcer la rigidité de la planche. Bien que tous les tests aient été effectués sans longeron, l'ajout d'un longeron est standard et ne nuit pas à la planche.
Une lisse en balsa de 1/8" a été choisie lors de la fabrication du blank par Marko Foam
Fabrication de pièces vierges
Le modèle de la planche de paddle est plus grand que n'importe quelle machine CNC actuelle de Michigan Tech. Pour résoudre ce problème, nous avons envisagé de façonner la planche à la main ou de la sous-traiter. Le façonnage à la main permettrait de réduire les coûts, mais la planche serait de moins bonne qualité. La sous-traitance permettrait évidemment d'obtenir une planche plus facile et de meilleure qualité, mais elle aurait un coût. Nous avons décidé de sous-traiter la planche à Marko Foam . Le coût total s'est élevé à 298,97 $, plus 233,00 $ de frais de port. La planche a été découpée et expédiée rapidement. Nous attendons toujours la livraison des planches, et Marko nous a été d'une grande aide tout au long du processus. Le bon de commande est lié.
Aileron et boîtier d'aileron
Plusieurs configurations d'ailerons ont été débattues. Initialement, un modèle à 5 ailerons a été retenu. Cela aurait permis de varier la disposition des ailerons : un jeu complet de 5 ailerons, un jeu propulseur (3 ailerons), un jeu de 4 ailerons, ou un seul aileron central. Cela permet d'optimiser la planche pour toutes les conditions. Afin de simplifier la fabrication et de réduire les coûts, seul un aileron central a été retenu. Cet aileron général offre à la planche une bonne stabilité et une bonne tenue de cap sur le canal de Portage, près duquel se trouve Michigan Tech.
Un jeu d'ailerons FCS a été acheté chez Foam EZ . Il a été installé sous la planche en suivant les instructions du guide de montage .
Graphiques
La possibilité d'imprimer des graphismes personnalisés est apparue lorsqu'une autre équipe BST a acheté de l'encre et du papier de riz pour l'impression de graphismes sur des snowboards. Compte tenu de la taille de la planche, du papier de riz supplémentaire sera nécessaire pour des graphismes complets. Si seuls de petits graphismes sont nécessaires, aucun nouveau matériau ne sera nécessaire. Si l'impression de graphismes est réalisée, la feuille graphique sera placée sous l'époxy, sur le dessus de la planche.
Une autre méthode possible pour ajouter des graphismes consiste à peindre à la main la face supérieure du plateau. Dans ce cas, la peinture devra être compatible avec la mousse et l'époxy, et un temps de séchage adéquat sera nécessaire.
La peinture peut faciliter la conception graphique, mais elle nécessitera de la peinture et du ruban adhésif de peintre Melbourne . L'impression personnalisée permettra une mise en page et un graphisme plus nets, mais sera plus complexe à concevoir et à imprimer. Les deux options sont à l'étude.
La décision finale a été de teindre l'époxy utilisé pour la fibre supérieure et de laisser la fibre de carbone inférieure transparente. Cette teinture a été choisie pour sa simplicité d'utilisation et pour minimiser le nombre de couches supplémentaires nécessaires. Des graphismes supplémentaires pourraient être intégrés aux futures planches.
Sélection du processus
Grâce au système Granta CES, trois procédés ont été sélectionnés : autoclave, mise sous vide et pose manuelle. La pose manuelle a été retenue car elle présente le coût associé le plus faible.
Des recherches approfondies ont été menées sur les techniques de superposition afin de perfectionner notre procédé, mais la pratique pourrait s'avérer utile à l'avenir. Vous trouverez ci-dessous quelques vidéos utilisées, ainsi que d'autres non répertoriées. La disposition générale consistait d'abord à utiliser de l'époxy UV entre la mousse et la fibre. Le manque de soleil a donc entraîné la suppression de cette étape. Ensuite, de l'époxy bicomposant classique a été appliqué sur le carbone, sous la planche. Une fois les 3/4 durcis, les fibres ont été coupées à la lame de rasoir. La planche a ensuite été retournée et les deux couches de fibre avec de l'époxy entre et par-dessus ont été ajoutées. Enfin, la planche a été poncée et nettoyée. Une dernière couche d'époxy à chaud a été appliquée pour assurer une finition lisse, puis une couche de surface (non époxy) a été appliquée.
Découpe de fibre de verre pour le fond
Stratification et fibrage du fond
Coûts
Composites possibles
Lors de la sélection des mousses et des fibres, le CES Edupack a été utilisé pour déterminer les matériaux les plus adaptés. Les trois mousses et les trois fibres ont été sélectionnées en fonction de leur densité, de leur résistance, de leur prix et de leur imperméabilité à l'eau. En optimisant ces contraintes, nous avons élaboré les choix finaux pour les tests. Les tableaux de sélection des matériaux sont présentés ci-dessous.
Comme mentionné précédemment, les trois mousses disponibles sont l'EPS, l'I-Foam et le Divinycell. Les trois fibres disponibles sont la fibre de carbone, le verre E lourd et le verre E léger. Plus de détails sur la sélection de ces matériaux et les choix effectués sont disponibles dans le rapport semestriel ci-dessous.
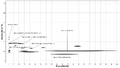 Densité vs. Prix
Densité vs. Prix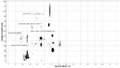 Résistance à la traction vs. densité
Résistance à la traction vs. densité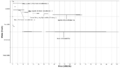 Eau vs prix
Eau vs prix



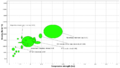 Densité vs. résistance à la compression
Densité vs. résistance à la compression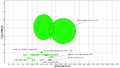 Prix vs. Densité
Prix vs. Densité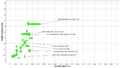 Résistance à la traction vs. densité
Résistance à la traction vs. densité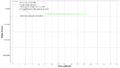 Eau vs prix
Eau vs prix




Modèle CAO
Le modèle CAO s'appuie sur plusieurs planches standard de l'industrie. La pointe pointue facilitera le suivi sur l'eau, optimisant ainsi les propriétés des matériaux recherchées. Sélectionner le titre de cette section vous redirigera vers la page du modèle CAO.
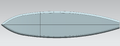 Vue de dessus
Vue de dessus Vue latérale
Vue latérale Vue de face
Vue de face Vue arrière
Vue arrière Vue complète
Vue complète


Tests d'échantillons et analyse de données
À partir de chaque choix de mousse et de fibres, neuf couches composites peuvent être réalisées. Les échantillons ont été réalisés conformément aux exigences ASTM décrites ci-dessous.
Deux tests ASTM ont été sélectionnés pour tester les modes de défaillance attendus de notre carte. Sachant que les défaillances les plus graves pouvaient être dues soit à un délaminage des fibres, soit à une rupture fragile, nous avons testé ces deux tests. Les normes ASTM D2344M et ASTM D7264M ont été utilisées pour tester respectivement la résistance du stratifié et la résistance à la flexion. Chaque combinaison de couches a été testée avec au moins 5 échantillons, soit 45 échantillons pour chaque essai, soit 90 échantillons au total. Ceci afin de garantir la pertinence des résultats des tests .
Une fois les tests terminés, les données ont été analysées avec MINITAB, un logiciel d'analyse statistique. Les courbes d'interaction et les courbes des effets principaux sont présentées ici. Les courbes d'interaction montrent les combinaisons les plus efficaces. Par exemple, la mousse I-foam ne fonctionne bien avec aucune fibre. En effet, lors de la fabrication, la mousse I-foam n'a pas bien adhéré à la fibre avec l'époxy que nous avons choisi. Les courbes des effets principaux, également utilisées pour la sélection finale des matériaux, montrent quels matériaux influencent significativement les résultats mesurés. Par exemple, l'EPS et la mousse I-foam réduisent significativement le poids de la planche, car ils se situent sous la ligne pointillée.
 Résistance laminaire
Résistance laminaire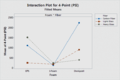 Résistance à la flexion
Résistance à la flexion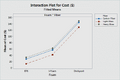 Coût
Coût Poids
Poids




 Résistance laminaire
Résistance laminaire Résistance à la flexion
Résistance à la flexion Coût
Coût Poids
Poids




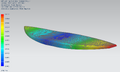
Tests FEA

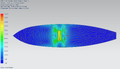
L'analyse par éléments finis (FEA) est une méthode permettant d'effectuer des simulations sur un modèle CAO afin d'obtenir des résultats prédictifs de déplacement et de contrainte. En saisissant les propriétés des matériaux, les forces attendues et les contraintes, nous pouvons simuler les contraintes auxquelles une planche de paddle serait soumise pendant la navigation. Le scénario de chargement est présenté ici, ainsi que les images de déplacement et de contrainte obtenues.
 Divinecell et fibre de carbone
Divinecell et fibre de carbone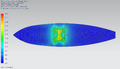 Divinylcell et verre E lourd
Divinylcell et verre E lourd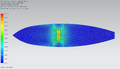 Lumière Divinylcell et verre E
Lumière Divinylcell et verre E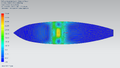 EPS et fibre de carbone
EPS et fibre de carbone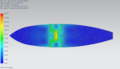 EPS et verre E lourd
EPS et verre E lourd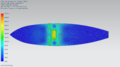 Lumière EPS et verre E
Lumière EPS et verre E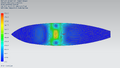 PP et fibre de carbone
PP et fibre de carbone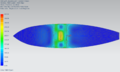 PP et verre E lourds
PP et verre E lourds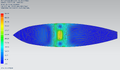 Lampe en PP et verre E
Lampe en PP et verre E









 Divinecell et fibre de carbone
Divinecell et fibre de carbone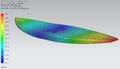 Divinylcell et verre E lourd
Divinylcell et verre E lourd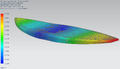 Lumière Divinylcell et verre E
Lumière Divinylcell et verre E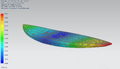 EPS et fibre de carbone
EPS et fibre de carbone EPS et verre E lourd
EPS et verre E lourd Lumière EPS et verre E
Lumière EPS et verre E PP et fibre de carbone
PP et fibre de carbone PP et verre E lourds
PP et verre E lourds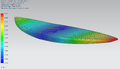 Lampe en PP et verre E
Lampe en PP et verre E









Sélection finale
Quatre critères principaux sont pris en compte pour sélectionner la composition finale d'une carte : le poids, le coût, la résistance et la facilité de fabrication. Bien entendu, la carte doit également réussir les tests FEA et présenter un coefficient de sécurité acceptable.
 Résultats de résistance à la flexion
Résultats de résistance à la flexion Résultats de la résistance laminaire
Résultats de la résistance laminaire


La résistance était un élément essentiel du choix. Comme le montrent les graphiques ci-contre et les courbes d'effets principaux, l'EPS et le divinycell sont les deux mousses les plus résistantes. La fibre de carbone est la plus résistante, suivie de près par le verre lourd.
 Résultats des coûts
Résultats des coûts Résultats de poids
Résultats de poids


Comme le montre ici et dans le graphique des effets principaux sur les coûts, l'EPS et le verre léger sont les matériaux les moins chers, la mousse I et la fibre de carbone étant les deuxièmes matériaux les moins chers.
En termes de poids, l'EPS est le moins cher, suivi de près par la mousse I. La fibre de carbone et le verre léger ont un poids à peu près équivalent et sont moins lourds que le verre lourd.
La facilité de fabrication a été prise en compte lors du pressage des échantillons pour les tests et de la recherche de matériaux en blocs suffisamment grands pour une planche de paddle. Comme indiqué précédemment, la mousse I-foam avait du mal à adhérer aux fibres et a donc été écartée. Le Divinycell n'étant pas fabriqué en blocs suffisamment grands pour la fabrication d'une planche de paddle, il a également été écarté.
Après avoir examiné toutes les méthodes ci-dessus, le choix s'est porté sur la mousse EPS et la fibre de carbone. Bien que le Divinycell et le carbone auraient permis d'obtenir la planche la plus résistante, ces deux matériaux sont coûteux, et le Divinycell est difficile à trouver en blocs de grande taille. L'EPS a donné des résultats de résistance similaires, et malgré son prix élevé, ses avantages dans toutes les autres catégories compensent largement son coût.
 Validation FEA
Validation FEA

{kind=link}
Après les simulations FEA, les résultats ont été intégrés à ce graphique. En comparant les valeurs de contrainte FEA à la résistance à la flexion calculée du matériau, nous avons déterminé le coefficient de sécurité de chaque composite. Cela a permis de garantir que le composite final ne se briserait pas dans notre environnement simulé. Les résultats montrent que notre panneau présente un coefficient de sécurité d'environ 3,5.
Fabrication
N'a pas commencé
Résultats
Rapports
Rapport semestriel
Le rapport semestriel a été remis au département des matériaux à la fin du premier des deux semestres que durera ce projet. Il résume toutes les décisions importantes prises durant la première partie de notre projet.
Rapport final
Le rapport final sera soumis à la conclusion de ce projet.
Présentation finale
La présentation finale a été donnée pour résumer le travail de l'année. Seules les diapositives, et non les voix, sont présentées ici.
| Auteurs | Cleyton M. Cavallaro |
|---|---|
| Licence | CC-BY-SA-3.0 |
| Emplacement | {{{coordonnées}}} |
| Citer comme | Cleyton M. Cavallaro (2016–2022). « Stand Up Paddleboard personnalisé » . Appropedia . Consulté le 25 août 2025 . |