| Line 71: | Line 71: | ||
Waste Material Rate MOCVD per Area = 3100 g/m<sup>2</sup> | Waste Material Rate MOCVD per Area = (3100 g/m<sup>2</sup>/.3)-3100g/m<sup>2</sup> [(Material/Area)/(Percentage Waste)-(Material/Area)] | ||
'''Waste Material Rate MOCVD per Area = | '''Waste Material Rate MOCVD per Area = 7233 g/m<sup>2</sup>''' | ||
Waste Material Rate MOCVD per Watt<sub>peak</sub> = 11.4 g/W<sub>peak</sub> | Waste Material Rate MOCVD per Watt<sub>peak</sub> = (11.4 g/W<sub>peak</sub>/.3)-11.4g/W<sub>peak</sub> [(Material/Watt<sub>peak</sub>)/(Percentage Waste)-(Material/Watt<sub>peak</sub>)] | ||
'''Waste Material Rate MOCVD per Watt<sub>peak</sub> = | '''Waste Material Rate MOCVD per Watt<sub>peak</sub> = 26.6 g/W<sub>peak</sub>''' | ||
===Molecular Beam Epitaxy=== | ===Molecular Beam Epitaxy=== | ||
Revision as of 04:51, 7 October 2011
Introduction
Gallium arsenide (GaAs) is a semiconductor material that is used in a wide variety of applications ranging from circuits to solar cells. Solar cells of GaAs can be produced using both bulk and thin film growth methods.
Material Processing

Bulk Growth
There are two common ways to produce GaAs using bulk growth, Liquid-Encapsulated Czochralski (LEC) growth, and Vertical Gradient Freeze (VGF) technology. [1]
Liquid-Encapsulated Czochralski Growth(LEC)
LEC growth is accomplished by melting high-purity arsenic and gallium in a high temperature vessel, and slowly cooling to produce a single crystal. The GaAs crystal produced using this method however has some impurities such as significant levels of carbon, and numerous dislocations. These impurities cause the semiconductor to be unusable for some applications.
Vertical Gradient Freeze Technology (VGF)
VGF growth works by placing high purity arsenic and gallium in an enclosed quartz ampoule with a crystal of GaAs. The arsenic and gallium are melted, and then brought into contact with the GaAs crystal. When cooled slowly, a single crystal of GaAs is formed. The single crystal formed has many of the same impurities as LEC growth crystals, which restricts the utility of the crystals.
Typical dimensions of the semiconductor crystals are 1-6 inches in diameter and 2-30 inches long. The usual rate of crystal growth is 1-5mm per hour. [2]
Cutting, Polishing, and Etching
The bulk crystals (boule) produced are cylindrical with conical ends, thus they need to be cut, polished and etched before they can be used. During processing the conical ends are cut and wasted, the boule is ground to ensure a uniform diameter over the length, the crystals are aligned using x-ray diffraction, and the boule is cut into wafers. Just forming the correct shape results in nearly one third of the total mass being wasted. Even further processing is required to etch off the damaged layer of semiconductors from sawing and to polish the semiconductor. As a result of processing, nearly 50% of the semiconductor is wasted. [2]
Thin Film Growth
Thin films of GaAs have many advantages over large single crystals of GaAs when it comes to being used in solar cells. Thin films lack some of the impurities found in large crystals, and are capable of being used without requiring extensive slicing. The rest of the case study will be dedicated to thin film GaAs semiconductors.
The most common thin film growth methods for producing GaAs films are Metalorganic Chemical Vapour Deposition (MOCVD) and Molecular Beam Epitaxy (MBE).
Metalorganic Chemical Vapour Deposition (MOCVD)
MOCVD is a chemical vapour deposition method of depositing epitaxial films using surface reactions of organic compounds, metalorganics or metal hydrides. The growth of the epitaxial film is the result of a chemical reactions, and not physical deposition. MOCVD of GaAs requires a reaction chamber with gas injection units, a temperature control system, and a pressure control system.[3] During MOCVD of GaAs, trimethylgallium Ga(CH3)3 and arsine AsH3 are consumed.[4]
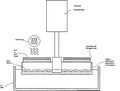
Molecular Beam Epitaxy (MBE)
MBE is the process of depositing epitaxial films on a substrate under ultrahigh vacuum (UHV) conditions using atomic or molecular beams. The atomic or molecular beams are generated from elemental feedstocks in Knudsen-type effusion cells. The beams travel in straight paths to the substrate where they condense and grow under kinetically controlled conditions. [2] During MBE, ultra pure gallium and arsenic are consumed.
Plausibility of Recycling
Size of Panels = 10 inches x 9 inches[5]
Number of Cells Per Panel = 18[5]
Area of Cell = (90 in2/18)*.00064516 m2/in2 [((Area Panel)/(Number Cells))*(conversion from in.2 to m2)]
Area of Cell = .0032258 m2
Amount of Material per Cell = 10 grams[5]
Amount of Material per Area = 10 g /.0032258 m2 [(Material/Cell)/(Area Cell)]
Amount of Material per Area = 3100 g/m2
Peak Power per Cell = 880mW [5]
Peak Power per Area = 880mW / .0032258 m2 [(Power/Cell)/(Area Cell)]
Peak Power per Area = 272.8 W/m2
Amount of Material per Wattpeak = 3100 g/m3 / 272.8 W/m2 [(Material/Meter)/(Power/Area)]
Amount of Material per Wattpeak = 11.4 g/Wpeak
Metalorganic Chemical Vapour Deposition (MOCVD)
Average Material Utilization Efficiency = 30%[6]
Waste Material Rate MOCVD per Area = (3100 g/m2/.3)-3100g/m2 [(Material/Area)/(Percentage Waste)-(Material/Area)]
Waste Material Rate MOCVD per Area = 7233 g/m2
Waste Material Rate MOCVD per Wattpeak = (11.4 g/Wpeak/.3)-11.4g/Wpeak [(Material/Wattpeak)/(Percentage Waste)-(Material/Wattpeak)]
Waste Material Rate MOCVD per Wattpeak = 26.6 g/Wpeak
Molecular Beam Epitaxy
Material utilization efficiency for Ga = 40-70%[6]
Average Material utilization efficiency for Ga = 55%
Material utilization efficiency for As = 10-20%[6]
Average Material utilization efficiency for As = 15%
Waste Material Rate MBE = 2015 g/m2 and 7.41 g/Wpeak
Recycling
Collecting Waste
Semiconductor waste from MBE and MOCVD occurs in two primary methods, coating of the reactor walls and parts, and exhaust vapors drawn off of the epitaxial reactors.
The coating of the reactor walls and parts forms a solid waste material, which can be collected by simply scraping it off off reactor components. The solid waste material collected in this manner may be contaminated with dopants such as Si, Zn, C and Cr, as well as with GaAsP, arsenic oxides, and phosphorous oxides. These dopants however usually only have concentration levels of only 1018[2] atoms/cc. At this time, the solid waste material that is collected is generally not recycled for reuse in the manufacturing process, but as most of the waste comes from this medium,
The collection of semiconductor waste from exhaust vapors is not as straight forward as the collection of solid waste material. In order to collect the waste from the exhaust, the exhaust vapors would have to undergo a series of "scrubbing" processes, in which cooled water would be sprayed into the vapor, cooling it off until the relative temperature of the desired components in the exhaust reach a temperature where it changes from gas to either liquid or solid phase.[7] This material would then be collected and, depending upon the contaminants (which would include the dopants used to create the thin films), would undergo multiple purification process in order to reach the desired purity for reuse.
Process of recycling and re-purification

The recycling of GaAs is a relatively new idea and the current methods are deemed "satisfactory". The recovery process of Gallium is also practiced more than that of Arsenic, likely due to the toxicity of Arsenic gas. The issue with the common thermal processing of gallium is that it develops gallium and arsenic oxides, thus increasing the number of steps required to obtain a purified amount of recycled gallium.[2] The prototype process pictured is one that could be operated for a relatively low cost and return the recovered materials directly back into the crystal growing process. This process consists of only three steps and three pieces of equipment, a thermal separation furnace, arsenic condenser (for purification), and a zone refiner (for gallium purification).
-

Thermal Separation Furnace
-
Purification of Ga
-
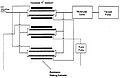
Purification of As



The idea of down cycling GaAs waste has not been sufficiently examined yet. The industry using GaAs is just around 20 years old and any environmental effects of the waste material have yet to be realized causing a delay in the recycling process.[2] Currently, GaAs is only recycled (or subject to testing of recycling methods) to reduce the cost of manufacturing by improving the percentage of GaAs recovered and reused. However, if a recycling method were to be streamlined and implemented into the manufacturing process companies could see great yields in recycling. Since about 50% of the GaAs is lost during the manufacturing, if GaAs waste could be recycled to be directly implemented back into the manufacturing process, theoretically you could get twice the amount of semiconductor as you do today. This, of course, may not be a realistic goal due to the fact that recycling may not yield 100% return, and other methods of recycling may be found to be more cost effective, faster, or easier for a company to do without disturbing the actual manufacturing process.
Producing a Recycling Plant
Part of the goal of this case study is to determine the technical viability of recycling GaAs. This can be accomplished by designing a Semiconductor Recycling Plant capable of supporting a 1 GW thin-film soar photovoltaic manufacturing facility.
Plant Capacity
Using the material waste values produced through various methods of GaAs thin-film production, we can determine the necessary capacity of a feasible recycling plant.
Supporting a MOCVD plant
The amount of material per Watt Peak wasted using MOCVD was determined to be 7.98 g/Wpeak. Using this value, and the size of the supported manufacturing plant, we can determine the daily required capacity of a recycling plant.
Required Recycling Capacity = (7.98 g/Wpeak *1 GW)/(1000 *365)[((Waste/Wpeak)*(Plant capacity))/((Gram to Kilogram conversion)*(Days/Year)]
Required Recycling Capacity = 21863 kg/day
Supporting a MBE plant
The amount of material per Watt Peak wasted using MBE was determined to be 7.98 g/Wpeak. Using this value, and the size of the supported manufacturing plant, we can determine the daily required capacity of a recycling plant.
Required Recycling Capacity = (7.98 g/Wpeak *1 GW)/(1000 *365)[((Waste/Wpeak)*(Plant capacity))/((Gram to Kilogram conversion)*(Days/Year)]
Required Recycling Capacity = 21863 kg/day
Safety
The manufacturing of semiconductors using gallium and arsenic does result in the handling of hazardous chemicals and needing to dispose of them. These waste materials can come on solid and liquid form posing many issues of containment and disposal.[6] Many PV manufacturers have a system for the management, handling, and disposal of the hazardous waste. Examples of these are secondary enclosures, ventilation systems, chemical detection, and neutralization systems, and automating delivery and process systems as much as possible.[6] The administration also deals with implementing employee training programs, and ensuring that proper emergency procedures are in place. Remotely operated cylinder valves have helped remove workers from possible contact with hazards by allowing them to operate cylinders from a distance, and also allowing them to shutdown remotely in case of an emergency.[6] Redundancy is also implemented in the critical systems that control pumps, flow regulators, valves, exhaust pumps, and any other equipment that could be critical in a spill prevention or hazard detection.
References
- ↑ R.L. Adams, Growth of high purity GaAs using low-pressure vapour-phase epitaxy, Nuclear Instruments and Methods in Physics Research Section A: Accelerators, Spectrometers, Detectors and Associated Equipment, Volume 395, Issue 1, 1 August 1997, Pages 125-128, ISSN 0168-9002, 10.1016/S0168-9002(97)00624-4. (http://www.sciencedirect.com/science/article/pii/S0168900297006244) Keywords: Low-pressure vapour-phase epitaxy; LPVPE; GaAs
- ↑ 2.0 2.1 2.2 2.3 2.4 2.5 Swartzbaugh Joseph, Sturgill Jeffery. Reduction of Arsenic Wastes in the Semiconductor Industry, 1998
- ↑ http://en.wikipedia.org/wiki/Metalorganic_vapour_phase_epitaxy
- ↑ http://en.wikipedia.org/wiki/Gallium_arsenide
- ↑ 5.0 5.1 5.2 5.3 GaAs Solar Panel; Product Data Sheet; 3554 Chain Bridge Road, Suite 103, Fairfax, VA 22030, http://www.spacequest.com/products/SP-X.pdf , (accessed September 2011).
- ↑ 6.0 6.1 6.2 6.3 6.4 6.5 V.M. Fthenakis, B. Bowerman, Environmental Health and Safety (EHS) Issues in III-V Solar Cell Manufacturing, National PV EHS Assistance Center (http://www.bnl.gov/pv/files/pdf/art_168.pdf)
- ↑ Potter, G. U.S. Patent 4,008,056, 1977 (http://patft.uspto.gov/netacgi/nph-Parser?Sect2=PTO1&Sect2=HITOFF&p=1&u=%2Fnetahtml%2FPTO%2Fsearch-bool.html&r=1&f=G&l=50&d=PALL&RefSrch=yes&Query=PN%2F4008056)