

Inhalt
- 1 Notiz
- 2 Fester Widerstandswert des Melzi-Thermistors
- 3 Einstellen der Motorreferenzspannung
- 4 Notstopps
- 5 Erstes Einschalten
- 6 Kalibrierung
- 7 Repetier-Firmware-Kalibrierung
- 8 Bestimmen von Z_MAX_LENGTH
- 9 Druckerradius und Spurstangenlänge
- 10 Fehlerbehebung
- 11 Problem: Lüfter startet nicht.
- 12 Problem: Ein oder mehrere Motoren bewegen sich nicht, wenn ich in Repetier auf die HOME-Taste drücke.
- 13 Problem: Extruder-Schaltfläche kann in Repetier nicht gefunden werden.
- 14 Problem: Extruder dreht sich in die falsche Richtung.
- 15 Problem: Filament läuft nicht durch den Endeffektor.
- 16 Problem: Meine Düse ist zu weit vom Bett entfernt
- 17 Problem: Meine Düse hebt sich auf einer Seite des Druckbereichs vom Bett ab
- 18 Problem: Die Düse hat nicht den richtigen Abstand zum Druckbett
- 19 Problem: Der Effektor bewegt sich nicht flach über die Bettoberfläche
- 20 Navigation
Notiz
Alle in diesem Teil der Montageanleitung besprochenen Änderungen an der Firmware erfolgen in der Datei „Configuration.h“. Öffnen Sie die Arduino IDE und wählen Sie die Registerkarte „Configuration.h“, um die verschiedenen Definitionen zu finden, auf die unten verwiesen wird.
Fester Widerstandswert des Melzi-Thermistors
 Melzi-Controllerplatine mit hervorgehobenen Positionen der Festwiderstände.
Melzi-Controllerplatine mit hervorgehobenen Positionen der Festwiderstände.Um die Firmware so zu konfigurieren, dass sie die Hot-End-Temperatur steuert, müssen sowohl der Widerstand des Thermistors als auch der Widerstand des Festwiderstands auf der Melzi-Platine bekannt sein. Beachten Sie die Zahlen der im Bild rechts hervorgehobenen Widerstände und vergleichen Sie sie mit den vergrößerten Bildern der Widerstände:
 4,7 kOhm Widerstand.
4,7 kOhm Widerstand.Wenn die Zahl 4700 (4,7 kOhm) beträgt, setzen Sie EXT0_TEMPSENSOR_TYPE auf 1.
 10k-Ohm-Widerstand.
10k-Ohm-Widerstand.Wenn die Zahl 1002 (10 kOhm) beträgt, setzen Sie EXT0_TEMPSENSOR_TYPE auf 97, entkommentieren Sie USE_GENERIC_THERMISTORTABLE_1 und stellen Sie sicher, dass GENERIC_THERM1_R0 100000 und GENERIC_THERM1_R2 10000 ist.
Einstellen der Motorreferenzspannung
Die Schrittmotoren funktionieren nicht ordnungsgemäß, wenn der Referenzstrom auf der Melzi-Controllerplatine richtig eingestellt ist. Die Referenzspannung wird durch Drehen der kleinen Trimmpotentiometer (Töpfe) eingestellt, die sich neben den Motorsteuerungen befinden und im Bild rechts hervorgehoben sind. Die meisten Motoren funktionieren ordnungsgemäß mit einer Referenzspannung von etwa 0,42 V (420 mV). Führen Sie die folgenden Schritte nicht aus, wenn an der Melzi-Platine 12-V-Strom anliegt . Es ist nur USB-Strom erforderlich.
- Trennen Sie die Stromversorgung, falls angeschlossen.
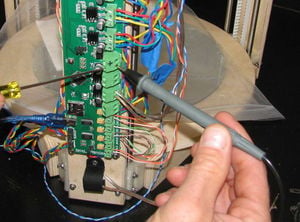 Klemmen Sie die negative Sonde eines DVM in die Erdungsklemme der eingehenden Stromversorgung.Befestigen Sie die negative (schwarze) Sonde eines Voltmeters an der Erdungsschraube (GND) am Melzi-Hauptstromanschluss, sodass beide Hände frei sind, um den Topf zu manipulieren und die positive Sonde zu halten. Stellen Sie das Voltmeter auf DC-Volt oder DC-Millivolt ein.
Klemmen Sie die negative Sonde eines DVM in die Erdungsklemme der eingehenden Stromversorgung.Befestigen Sie die negative (schwarze) Sonde eines Voltmeters an der Erdungsschraube (GND) am Melzi-Hauptstromanschluss, sodass beide Hände frei sind, um den Topf zu manipulieren und die positive Sonde zu halten. Stellen Sie das Voltmeter auf DC-Volt oder DC-Millivolt ein.- Stecken Sie das Mini-B-USB-Kabel in die USB-Buchse auf der Melzi-Platine und schließen Sie es an einen eingeschalteten Computer an.
 Melzi-Controllerplatine mit hervorgehobenen Referenzspannungs-Trimmtöpfen.
Melzi-Controllerplatine mit hervorgehobenen Referenzspannungs-Trimmtöpfen.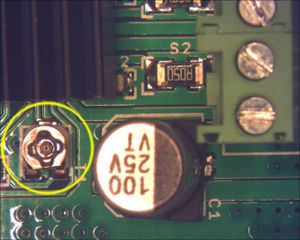 Nahaufnahme des Referenzspannungstopfs.Suchen Sie die Trimmpotentiometer zur Einstellung des Motorstroms auf der Steuerplatine, wie in den Bildern gezeigt.
Nahaufnahme des Referenzspannungstopfs.Suchen Sie die Trimmpotentiometer zur Einstellung des Motorstroms auf der Steuerplatine, wie in den Bildern gezeigt.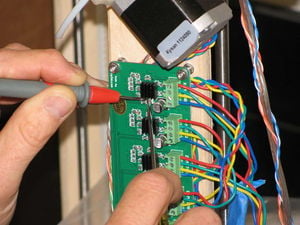 Einstellen des Trimmpotentiometers während der Spannungsmessung.Berühren Sie mit der positiven (roten) Sonde des Voltmeters die Vorderseite des Trimmpotentiometers und notieren Sie die Spannung. Wenn der Wert nicht 0,42 V (420 mV) beträgt, drehen Sie den Potentiometer, bis etwa 0,42 V gemessen werden. Die Potis werden mit einem kleinen Kreuzschlitzschraubendreher oder mit der Ecke eines sehr kleinen Schraubendrehers eingestellt.
Einstellen des Trimmpotentiometers während der Spannungsmessung.Berühren Sie mit der positiven (roten) Sonde des Voltmeters die Vorderseite des Trimmpotentiometers und notieren Sie die Spannung. Wenn der Wert nicht 0,42 V (420 mV) beträgt, drehen Sie den Potentiometer, bis etwa 0,42 V gemessen werden. Die Potis werden mit einem kleinen Kreuzschlitzschraubendreher oder mit der Ecke eines sehr kleinen Schraubendrehers eingestellt.- Wiederholen Sie den Vorgang mit den restlichen Trimmtöpfen.
- Entfernen Sie die negative Sonde von der Erdungsklemme des Netzteils und klemmen Sie das Erdungskabel des Netzteils und das Erdungskabel des Lüfters in die Klemme.




Notstopps
Wenn bei der Inbetriebnahme etwas schief geht, kann (und sollte!) der Drucker schnell gestoppt werden durch:
- Klicken Sie in Repetier-Host auf die Not-Aus-Schaltfläche ganz rechts in der Schaltflächenleiste.
- Klicken Sie auf den Reset-Schalter am Controller (kleiner Knopf in der Mitte/Seite der Platine).
- Trennen Sie die 12-V-Stromversorgung vom Drucker.
Erstes Einschalten
Fahren Sie erst fort, wenn jeder der folgenden Schritte abgeschlossen ist:
- Entfernen Sie die Spurstangen aus ihren magnetischen Verbindungen in den Schlitten, um Schäden zu vermeiden, wenn etwas nicht wie geplant funktioniert. Legen Sie den Endeffektor und die Zugstangen auf die Glasbauplattform.
- Stellen Sie sicher, dass die Polarität der Spannungsversorgung des Controllers korrekt ist!
- Schließen Sie das Netzteil an das Stromnetz (Steckdose) an.
- Beobachten Sie den Lüfter am Endeffektor und stecken Sie den Zylinderstecker in den Drucker. Wenn sich der Lüfter nicht dreht, ziehen Sie den Hohlstecker ab. Überprüfen Sie die Verkabelung und stellen Sie sicher, dass die Polarität zum Controller und zum Lüfter korrekt ist. Wenn die Polarität korrekt ist, ziehen Sie vorsichtig an den Lüfterkabeln in den Stromanschlüssen auf der Steuerplatine und schließen Sie sie wieder an, falls sie locker sind. Wenn sich der Lüfter immer noch nicht dreht, überprüfen Sie die Stromkabel des Lüfters auf Durchgang. Nehmen Sie die Einstellungen vor und wiederholen Sie den Vorgang, bis sich der Lüfter bei Stromzufuhr richtig dreht.
- Starten Sie Repetier-Host auf dem Host-PC. Stellen Sie sicher, dass der Easy-Modus NICHT aktiv ist.
- Klicken Sie auf die Schaltfläche „Verbinden“. Wählen Sie die Registerkarte „Manuell“ und beachten Sie, dass die Steuerelemente aktiviert werden, wenn die Verbindung zum Drucker erfolgreich ist.
- Klicken Sie auf die Home-Schaltfläche (nicht auf die X-, Y- oder Z-Home-Schaltfläche). Alle Schlitten sollten sich zur Oberseite des Druckers bewegen. Wenn sich die Schlitten nach unten bewegen, schalten Sie den Drucker im Notbetrieb aus. Wenn sich die Schlitten bei der Referenzfahrt nach unten bewegen, weist dies auf eine falsche Motorverkabelung hin. TRENNEN SIE IMMER DIE STROMVERSORGUNG, BEVOR SIE DIE MOTORKABEL TRENNEN. Die Motortreiber am Controller werden ausfallen, wenn die Motoren getrennt werden, während 12 V an den Controller angelegt werden. Die Stromversorgung über USB ist kein Problem – der Controller kann während der Neuverkabelung der Motoren am Host-Computer angeschlossen bleiben. Sobald die Motorverkabelung korrekt ist, überprüfen Sie die Referenzierung erneut.
- Überprüfen Sie, ob die angezeigte Hot-End-Temperatur logisch ist – sie sollte etwa 20 °C Raumtemperatur betragen. Ist dies nicht der Fall, überprüfen Sie, ob der Hot-End-Thermistor richtig verdrahtet ist und dass der Widerstand im abgetrennten Zustand von der Platine etwa 100 kOhm beträgt. Sobald die Verkabelung korrekt ist, überprüfen Sie die angezeigte Hot-End-Temperatur erneut.
- Stellen Sie die Temperatur des heißen Endes auf 200 Grad C ein und beobachten Sie die Temperatur des heißen Endes. Wenn es nicht bald nach dem Einstellen der Temperatur zu steigen beginnt, trennen Sie das Netzteil vom Drucker und prüfen Sie, ob der Heizwiderstand des Hot-Ends richtig verdrahtet ist. Bei Trennung vom Regler sollte der Widerstand am Heizwiderstand etwa 5 Ohm betragen. Wenn Sie sich von der korrekten Verkabelung überzeugt haben, prüfen Sie noch einmal, ob das heiße Ende heizt.
- Überprüfen Sie bei 200 °C heißem Ende die Drehung des Extruderantriebs, indem Sie in Repetier-Host auf die Schaltfläche „Extrudieren“ klicken. Das Antriebszahnrad sollte sich in Richtung der Bowdenscheide auf der Leerlaufseite des Extruderantriebs drehen. Wenn sich das Zahnrad nicht in die richtige Richtung dreht, trennen Sie den Drucker von der Stromversorgung und überprüfen Sie die Verkabelung des Extruder-Antriebsmotors. Sobald Sie sicher sind, dass die Verkabelung korrekt ist, überprüfen Sie die Drehung des Extruderantriebs erneut.
- Schalten Sie die Hot-End-Heizung aus.
- Befestigen Sie die Zugstangen wieder an den Schlitten und prüfen Sie, ob der Endeffektor richtig auf den Zugstangen positioniert ist.
Kalibrierung
Da Sie den Drucker selbst herstellen, weist er geringfügig andere Abmessungen als alle anderen MOST Delta auf. Diese Unterschiede müssen in der Firmware berücksichtigt werden, um sicherzustellen, dass der Drucker ordnungsgemäß funktioniert. Die Kalibrierung des Deltadruckers ist außerordentlich wichtig. In der Firmware eingegebene Abmessungen, die physikalisch nicht korrekt sind, können dazu führen, dass die Düse gegen die Bauplattform stößt, dass der Drucker nicht maßstabsgetreue Ausdrucke produziert oder dass sich der Endeffektor nicht parallel zur xy-Ebene bewegt.
Derzeit gibt es keine Möglichkeit, die Kalibrierung automatisch durchzuführen, und es wird ein iterativer Ansatz verwendet, um Hinweise zu geben, welche Änderungen an der Firmware vorzunehmen sind.
Repetier-Firmware-Kalibrierung
Bei der „Kalibrierung“ sind in der Firmware die korrekten Werte für die druckbare Höhe (Z_MAX_LENGTH), den druckbaren Radius (druckbarer Radius = PRINTER_RADIUS – END_EFFECTOR_HORIZONTAL_OFFSET – CARRIAGE_HORIZONTAL_OFFSET) und die Spurstangenlänge (DELTA_DIAGONAL_ROD) sowie die Anzahl der Schritte vorhanden, die erforderlich sind, um einen mm Filament anzutreiben (EXT0_STEPS_PER_MM). ). Der Einfachheit halber wurden END_EFFECTOR_HORIZONTAL_OFFSET und CARRIAGE_HORIZONTAL_OFFSET beide auf Null gesetzt und nur PRINTER_RADIUS wird bei Bedarf geändert.
Alle diese Werte sollten einigermaßen nahe beieinander liegen, wenn die Firmware aus dem Github-Delta-Repository von MTU-MOST heruntergeladen wurde.
Das Maß mit der geringsten Präzision und Genauigkeit ist der Druckerradius, da er davon abhängt, wie der Drucker zusammengebaut wurde. Es ist auch die Dimension, die am schwierigsten zu messen ist. Wenn die Länge der Verbindungsplatine leicht abweicht oder sie nicht vollständig an den Anschlägen in den Enden des Motors und der Spannrolle anliegt, stimmt der Radius in der Firmware nicht mit dem physischen Radius des Druckers überein. Dieser Unterschied äußert sich darin, dass sich der Effektor nicht gleichmäßig in der xy-Ebene bewegt und die Ausdrucke nicht maßhaltig sind (außerhalb des Maßstabs).
Bestimmen von Z_MAX_LENGTH
Beginnend mit der mitgelieferten MTU-MOST-Delta-Firmware [1] :
- Öffnen Sie in Repetier-Host die Registerkarte „Druckereinstellungen“ und stellen Sie die Druckhöhe auf 300 mm ein. Beachten Sie, dass dies ca. 25 mm mehr sind, als sie tatsächlich sind. Achten Sie also darauf, dass Sie nicht zu Werten wechseln, die zu nahe bei 0 liegen, da dies dazu führen kann, dass die Düse gegen die Bauplattform stößt.
- Stellen Sie eine Verbindung zum Drucker her. Hinweis: BAUDRATE 115200
- Bringen Sie den Drucker in den Home-Modus, indem Sie auf der Registerkarte „Manuelle Steuerung“ auf das Home-Symbol klicken.
- Fahren Sie den Effektor auf 30 mm über die Firmware-Vorstellung der Bauplattformhöhe (Klicken Sie auf die Schaltfläche „Einfacher Modus“ in der oberen rechten Ecke, geben Sie G1 Z30 in das Textfeld über den Bewegungssteuerungen auf der Registerkarte „Manuell“ ein und klicken Sie auf „Senden“). Dadurch sollte die Düse etwa 5 mm über der eigentlichen Bauplattform positioniert werden.
- Verwenden Sie die 1-mm- und 0,1-mm-Z-Richtungssteuerungen, um die Düse vorsichtig näher an das Bett zu bewegen, bis die Düse die Bauplattform berührt.
- Wenn die Düse die Bauplattform nicht erreichen kann, erhöhen Sie Z_MAX_LENGTH in der Firmware und fügen Sie hinzu, was Ihrer Meinung nach erforderlich ist, damit die Hot-End-Düse mit der Bauplattform in Kontakt kommt, flashen Sie die Firmware und wiederholen Sie den Vorgang.
- Sobald die Düse das Bett berührt, verwenden Sie die 0,1-mm-Z-Richtungssteuerung, um sie nach oben zu bewegen, bis sie gerade die Bauplattform verlässt. Bei diesem Schritt kann es hilfreich sein, dem Drucker aufmerksam zuzuhören, da entweder ein Ticken und/oder ein Brummen zu hören ist, wenn die Düse die Plattform berührt.
- Bewegen Sie den Effektor ein paar Mal auf und ab und achten Sie darauf, dass die Düse das Bett berührt, bis Sie sicher sind, dass Sie den Kontaktpunkt gefunden haben. Beachten Sie den von Repetier-Host gemeldeten Wert von z.
- Subtrahieren Sie den von Repetier-Host gemeldeten Z-Wert von der aktuellen Einstellung von Z_MAX_LENGTH in der Firmware, flashen Sie die aktualisierte Firmware auf den Controller und wiederholen Sie diese Schritte, bis Sie sicher sind, dass die druckbare Höhe korrekt ist.
- Wenn Z_MAX_LENGTH richtig eingestellt ist, mit z = 0 in Repetier-Host, gleitet ein Stück Papier mit etwas Widerstand einfach unter die Düse.
Druckerradius und Spurstangenlänge
Die Version der Repetier-Firmware von MOST Delta Printer Github Repo verfügt über gute Startwerte für Druckerradius und Spurstangenlänge. Sobald die maximale Z-Einstellung festgelegt ist, gehen Sie wie folgt vor:
- Tragen Sie eine Schicht Klebestift auf die Glasbauplattform auf.
- Laden Sie die Datei „MOST dogtoy.stl“ herunter .
- Schneiden Sie mit den oben aufgeführten Einstellungen und speichern Sie den G-Code an einem logischen, leicht zu merkenden Ort.
- Laden Sie in Repetier-Host den im vorherigen Schritt erstellten G-Code und drucken Sie das Modell.
- Um zum ersten Mal zu drucken, heizen Sie Ihren Extruder vor – lösen Sie die Gummikomponente Ihres Filamenttreibers und laden Sie Filament von Hand durch den Bowden-Schlauch bis zum gesamten Druckkopf. Wenn ein paar Millimeter austreten, rasten Sie das Gummi wieder ein, um das Filament gegen das Antriebsrad zu drücken – und klicken Sie auf „Drucken“.
- Bringen Sie vor dem Entfernen des Dogtoys von der Bauplattform Klebeetiketten an, die die x-, y- und z-Scheitelpunkte des Druckers markieren und an den Markierungen auf dem Dogtoy ausgerichtet sind.
- Entfernen Sie das Hundespielzeug von der Bauplattform.
- Beachten Sie, ob die auf dem Hundespielzeug aufgedruckten Buchstaben „y“ und „z“ gespiegelt sind. Wenn sie sind:
- Trennen Sie den Drucker von der Stromversorgung.
- Vertauschen Sie am Controller die Drähte für die X- und Y-Motoren und achten Sie dabei darauf, dass die Farben in derselben Reihenfolge bleiben.
- Vertauschen Sie am Controller die Drähte für die X- und Y-Endschalter.
- Drucken Sie das Hundespielzeug erneut aus und vergewissern Sie sich, dass „y“ und „z“ korrekt gedruckt sind.
- Messen Sie mit einem Messschieber die Länge eines Rechtecks am Ende eines der Beine. Beachten Sie diese Dimension.
- Messen Sie die Seite des Quadrats über dem Rechteck mit einem Messschieber und notieren Sie die Abmessung.
- Der Unterschied zwischen diesen beiden Abmessungen sollte 15 mm +/- 0,2 mm betragen. Wenn der Unterschied größer als 15 mm +/- 0,2 mm ist, befolgen Sie die unten unter „Ändern des Radius und der Spurstangenlänge“ aufgeführten Schritte.
- Beobachten Sie die Unterseite des Hundespielzeugs (die Seite, die mit der Glasbauplattform in Kontakt kommt) und achten Sie auf die Breite der Kunststofflinien, die auf die Bauplattform gequetscht wurden:
- Wenn sich die Breite der Linien auf nur einem der Rechtecke merklich von der der anderen beiden unterscheidet, muss die Endanschlagschraube im Schlitten an der Spitze, die mit diesem Bein des Hundespielzeugs ausgerichtet ist, angepasst werden. Bei sehr dünnen Kunststoffleitungen muss die Schraube etwas aus dem Schlitten herausgedreht werden. Bei sehr dicken Leitungen muss die Schraube im Schlitten festgezogen werden. Wenn sich die Schraube ganz im Schlitten befindet und weiter eingeschraubt werden muss, verringern Sie zunächst Z_MAX_LENGTH in der Firmware, stellen Sie alle Endanschlagsschrauben des Schlittens neu ein und drucken Sie das Hundespielzeug erneut.
- Wenn die Linien in der Mitte des Hundespielzeugs breiter oder schmaler sind als die Linien an den Enden der Beine, wo sich die Rechtecke befinden, muss entweder der Druckerradius oder die Spurstangenlänge in der Firmware angepasst werden. Befolgen Sie zur Korrektur die Schritte unter Ändern des Druckerradius und der Spurstangenlänge in der Firmware unten.
- Beobachten Sie die Linien oben auf dem Hundespielzeug und notieren Sie sich auch deren Breite. Wenn die Breite klein ist und Lücken zwischen benachbarten Linien vorhanden sind, ist die Extrusionsrate zu niedrig und EXT0_STEPS_PER_MM in der Firmware sollte erhöht werden. Wenn die Linien hingegen zu breit sind und die Oberfläche die Textur von Haifischhaut erhält (bei Reiben senkrecht zu den Linien ist die Oberfläche in einer Richtung rauer als in der anderen), ist die Extrusionsrate zu hoch und EXT0_STEPS_PER_MM in der Firmware muss verringert werden.
Ändern des Druckerradius und der Spurstangenlänge in der Firmware
Der Druckerradius und die Länge der Zugstange wirken sich zusammen auf die Größe des erzeugten Drucks und darauf aus, ob sich der Endeffektor horizontal in der xy-Ebene bewegt. Die beiden in der Firmware festgelegten Werte sind DELTA_DIAGONAL_ROD und PRINTER_RADIUS in der Datei Configuration.h der Repetier-Firmware.
/* =========== Wesentlicher Parameter für die Delta-Kalibrierung ===================
- /
Die grundlegenden Beziehungen sind:
- Durch Erhöhen von DELTA_DIAGONAL_ROD mit konstantem PRINTER_RADIUS wird der Maßstab des erzeugten Drucks verringert.
- Durch Erhöhen von PRINTER_RADIUS mit der Konstanten DELTA_DIAGONAL_ROD wird der Maßstab des erzeugten Drucks erhöht.
- Starten Sie die Arduino-IDE.
- Öffnen Sie die Repetier.ino-Datei.
- Aktivieren Sie die Registerkarte Configuration.h.
- Suchen Sie nach PRINTER_RADIUS (Strg-F, um den Suchdialog zu öffnen).
- DELTA_DIAGONAL_ROD liegt nur ein paar Zeilen über PRINTER_RADIUS.
- Ändern
Fehlerbehebung
- Problem: [Kurze Beschreibung mit Schlüsselwörtern]
- Wiki-Abschnitt: [Abschnitt im Tandem Build MOST Delta Navigation]
- Schritt: [Der Schritt im obigen Abschnitt]
- Beschreibung: [Detailliertere Beschreibung.]
- Lösung 1: [Eine mögliche Lösung.]
- Lösung 2: [Zweite mögliche Lösung.]
- Lösung n: [n-te mögliche Lösung.]
Problem: Lüfter startet nicht.
- Wiki-Bereich: Erstes Einschalten
- Schritt 3
- Beschreibung: Nach dem Einstecken des Hohlsteckers in den Drucker beginnt sich der Lüfter nicht zu drehen.
- Lösung 1: Stellen Sie sicher, dass das Stromkabel des Lüfters richtig (die Polarität ist wichtig) an denselben Anschluss angeschlossen ist wie das Hauptstromkabel. Es sollte sich nicht im separaten FAN-Anschluss befinden.
- Lösung 2: Stellen Sie sicher, dass das Netzkabel ordnungsgemäß im Anschluss befestigt ist. Ziehen Sie leicht daran, um sicherzustellen, dass es fest sitzt.
- Lösung 3: Stellen Sie sicher, dass das Netzteil funktioniert – am Netzteil sollte ein grünes Licht sichtbar sein.
Problem: Ein oder mehrere Motoren bewegen sich nicht, wenn ich in Repetier auf die HOME-Taste drücke.
- Wiki-Bereich: Erstes Einschalten
- Schritt: 6
- Beschreibung: Ein oder mehrere Motoren bewegen sich nicht, wenn ich in Reperier auf die HOME-Taste drücke. Der Motor greift zwar (dh ich kann ihn nicht manuell bewegen, während ich mit Repetier verbunden bin), aber er bewegt sich in keine Richtung.
- Lösung 1: Stellen Sie sicher, dass Sie „Configuration.h“ mit allen Schritten im Wiki-Abschnitt Firmware ordnungsgemäß konfiguriert haben.
- Lösung 2: Der Endschalter ist möglicherweise defekt.
Problem: Extruder-Schaltfläche kann in Repetier nicht gefunden werden.
- Wiki-Bereich: Erstes Einschalten
- Schritt: 9
- Beschreibung: Extruder-Schaltfläche kann in Repetier nicht gefunden werden.
- Lösung 1: Es befindet sich rechts neben der Z-Taste.
Problem: Extruder dreht sich in die falsche Richtung.
- Wiki-Bereich: Erstes Einschalten
- Schritt: 9
- Beschreibung: Extruder dreht sich in die falsche Richtung.
- Lösung 1: Gehen Sie zu Andruino „Configuration.h“ und ändern Sie #define EXT0_INVERSE von false in true (oder umgekehrt)
Problem: Filament läuft nicht durch den Endeffektor.
- Wiki Section: Printer Radius and Tie Rod Length
- Step: 5
- Description: Filament enters End Effector, but after 1.5 inches, it stops and the Extruder Gear no longer grips the Filament.
- Solution 1: Remove the filament, and with a knife, round off the edges, and push it manually into the End Effector. It may require some force.
- Solution 2: Hotend is not hot enough, try increasing the temperature of the nozzle by 10 degrees celsius
Issue: My nozzle is too far from the bed
- Possible Solution: Increase the z_max_length paramenter by the approprite amount (if known) in the configuration.h section of the Repetier firmware.
Issue: My nozzle lifts off the bed on one side of print area
- Wiki Section: Finishing
- Step:
- Description: nozzle is too close or two far from the bed when printing the first layer.
- Solution 1: If the nozzle is lifting just a little bit off the glass (or is traveling too close to the glass such that the PLA isn't extruding from the nozzle) This is most likely fixed by adjusting the stop-screws on the top of each carriage. These are the screws that come into contact with the limit switches at the top of each of the three vertical sections on your printer. If the nozzle needs to me moved up, the stop-screw needs to be adjusted downward. Likewise if the nozzle needs to be moved down, adjust the stop-screw upward.
- Solution 2: If the nozzle is moving away from the glass by several mm or even more, then there is probably not enough current getting to the stepper motor at that vertical. Go back to the section on adjusting the trim potentiometers (trim pots) at the top of this page and make sure the voltage is 420mV. If lower than this, adjust the trim-pot for a reading of 420mV or more (like 425mV).
- Solution 3: PRINTER_RADIUS parameter could be too large, try decreasing the value (by increments of 1.0 or less). Be careful because delta_radius effects all sides.
- Solution n: [nth possible solution.]
Issue: Nozzle not the right distance from Print Bed
My nozzle is too close to the bed on one side and too far away on the other side of the print area
Wiki Section: FinishingStep: Calibration
Description: The nozzle does not stay the same distance away from the bed as it travels around the print area. This causes problems with printing. If you have tried to adjust the stop screws as described above and you are still seeing problems, then you should level your bed.
Solution 1: If your nozzle is 5mm or more away from any part of the bed, you will need to add wedges to level the bed. If you are able to print, then print out wedges to shim the bed. The best wedges can be found at Thingiverse. http://www.thingiverse.com/thing:28034. These are very small and will print okay as long as they are centered on the print bed. This prints 4 shims, you may want to print more.
Solution 2: If these small shims did not level your bed, then use Cura to increase the size to between 1.25 - 2 times.
Jetzt sollten Sie das Bett so ausrichten können, dass die Düse an allen Stellen im Druckbereich den gleichen Abstand vom Bett hat. Möglicherweise können Sie die Schrauben nicht verwenden und Winkelhalterungen wären ein Vorschlag, wie Sie das Bett am Motorende befestigen. Es ist auch möglich, das Bett mit Leim oder Dichtungsmasse am Motorende zu befestigen. Sie möchten sicherstellen, dass die Unterlegscheiben festgeklebt sind.
Problem: Der Effektor bewegt sich nicht flach über die Bettoberfläche
Meine Düse befindet sich am Rand der Bauplattform auf einer anderen Höhe als in der Mitte.
Lösung 1: Befolgen Sie die Schritt-für-Schritt-Anleitung von cminow, um den Drucker zu kalibrieren