Y-axis parts, including the carriage, are white or clear translucent. All of the carriage parts are printed in ABS whereas the y-motor mount, pulley and belt terminators are printed in harder PLA.
ABS is considerably softer than PLA. Drill bits tend to grab into ABS so care must be taken when reaming holes in ABS parts.
The screw heads in the corner pieces sit inside recesses and the clearance can be quite tight, making seating the nuts difficult. Ream the recesses with a 5mm drill bit being careful not to drill through the piece.
Make sure the linear bearings are well aligned during assembly or there can be significant resistance to motion.
Ream the screw holes in the corner pieces with a 3mm drill bit. Clean out nut traps with a sharp knife.
Clear obstructions from the wire tie slots in the bearing saddles and any lumps on the surface where the bearings will rest.
With a 5mm drill bit, ream the holes in the printed parts where the carbon fiber rod will fit. Note that the holes for the cross rods extend only half way through the bearing saddles. Do not over ream the holes; the carbon fiber rod should fit tightly in them.
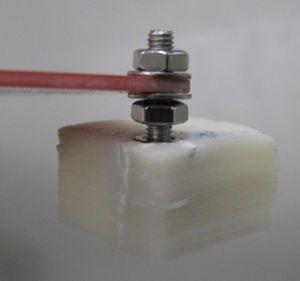
Assembled corner piece.Place an M3 x 16mm cap screw through the hole in a corner such that the head of the screw is on the side opposite the nut trap. Thread an M3 nut on the screw and use a 2.5mm Allen key to tighten the screw, pulling the nut fully into the nut trap. Both the head of the screw and the nut should be fully in their respective recesses. Thread another M3 nut onto the screw. Repeat with remaining corner pieces.
Bearing saddles with bearings.Make sure that the bearing seat is clear of protrusions and firmly push a bearing into its seat in the saddle. Push the wire ties through their slots and secure the bearing firmly in place with the wire ties; use pliers to pull the wire ties taught. Repeat with the remaining bearing saddles.
For the following steps, keep the solder pads on the heated build platform nearest you, so the text is properly oriented and facing you. Assembly begins with test fitting and learning how all the pieces go together prior to applying epoxy and performing final assembly.
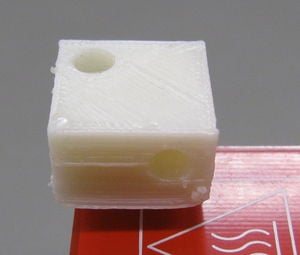
Corner piece attached to heated build platformPlace a left and right corner piece at the top and bottom of the heated build platform oriented so that the holes for the carbon fiber rod are nearest the interior of the platform.
Note orientation of hole for parallel rod.Attach the right corner pieces to the board as shown with the platform sandwiched between two washers and nuts. Do not tighten the nuts.
Right corner piece with carbon fiber rod.Push one end of the 200mm long carbon fiber parallel rods into the right corner piece as shown.
Corner piece, saddles and rodPush onto the carbon fiber rods a pair of bearing saddles with the holes for cross rods facing towards the interior of the platform.
Cross rods inserted in belt dog and then saddles on one side.Push the cross rods through the belt dog and then insert the ends of the cross rods into the bearing saddles.
Insert the parallel rods into the other corner pieces and then attach the corner pieces to the build platform. Finger tighten the M3 nuts and check that the entire assembly fits together properly. If all fits as expected, test fitting is complete and the assembly can be disassembled for epoxying:
Detach the corner pieces on your left from the platform and pull the parallel rod ends free in preparation for epoxying the parallel rods to the corner pieces. Pull the cross rods out of the bearing saddles but leave the belt dog attached to them; set aside. Leave the bearing saddles in place on the parallel rods!
Mix a small amount of epoxy and with a small applicator (toothpick-like) apply a small amount in the the center of the pcb (at the marked position) and attach the thermistor to it.
Add a small amount of epoxy in the holes in all four of the corner pieces where the parallel rods fit. Also apply a small amount to the ends of the parallel rods.
Push the epoxy-wetted parts together and attach the corner pieces to the heated build platform assuring that the platform is sandwiched between washers and nuts. Finger-tighten the nuts.
Insert a y-axis guide rod into the LM8UU bearings on one of the assembled sides to align the carbon fiber rod and corner pieces with the guide rod. Once the rod and corners are aligned and centered, tighten the nuts such that the corner pieces are firmly affixed to the platform. Repeat with the opposite side keeping mindful of the fact that the epoxy begins to set in five minutes.
After the epoxy has set for 20 minutes, loosen the nuts attaching the parallel rods to the platform but do not remove them.
With the parallel rods loose, insert the ends of the cross rods into the bearing saddles and once in place, tighten the nuts so that the parallel rods are again firmly attached to the platform. Make sure the belt dog is pointing away from the PCB.
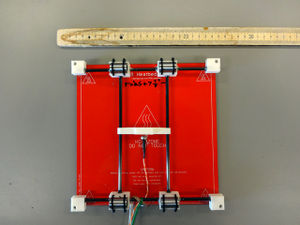
Properly spaced cross rods.Space the saddles roughly equidistant from corners and push the belt dog from side to side to insure that the saddles are properly spaced. Once everything is in position, mix epoxy and with an applicator apply to all the joints on the saddles.
Insert the guide rods into the LM8UU bearings and again align saddles, ensuring that the guide rods are parallel with the parallel carbon fiber rods.
Return the belt dog to the center of the cross rods and apply epoxy to those joints.
Apply a small amount of epoxy to the middle of the heated build platform near the belt dog. Roll the thermistor bead in epoxy and place the bead on the dab of epoxy on the heated build platform.
Allow the epoxy to set for 20 minutes while moving on to x-axis assembly.