|[[File:athena_hexagon_material.JPG|thumb|400px|alt=Hexagon hot end parts|Hexagon hot end parts and materials.]]
{|class="wikitable" style="margin:auto"
|+Materials
!Description
!Count
|-
|Partially assembled Hexagon hot end
|1
|-
|Cartridge heater
|1
|-
|Thermistor assembly
|1
|-
|Small wire tie
|1
|-
|colspan="2"|Muffler cement
|}
|
|[[File:athena_hexagon_tools.JPG|thumb|400px|alt=Tools for assembly|Necessary tools.]]
{|class="wikitable" style="margin:auto"
|+Tools
|-
|Short piece of 1.75mm filament
|-
|1.5mm Hex key
|-
|}
|}
=Note=
* These instructions assume the Hexagon hot end has been partially assembled, i.e. the heat sink, aluminum heater block and nozzle have been assembled and tightened, and the cartridge heater set screw is in place. It is recommended that these components be tightened while HOT (>200 degrees C) to insure that they stay tight upon heating.
* A 30W cartridge heater is generally used, but they come in different voltages. Insure that the voltage of the cartridge heater matches your printer power supply. A 24V power supply is now recommended.
=Procedure=
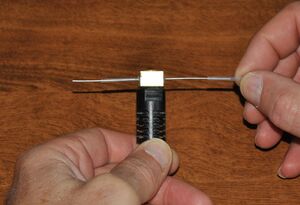
# [[File:athena_hexagon_thermister_mudding.JPG|thumb|right|Push muffler cement into the thermistor pocket in the aluminum heater block.]]Using the piece of filament, force muffler cement down into the thermistor pocket in the aluminum heater block.{{clear}}
# [[File:athena_hexagon_insert_thermister.JPG|thumb|right|Insert wetted thermistor into its pocket.]]Wet the thermistor bead with muffler cement and insert it into its pocket in the aluminum heater block.{{clear}}
# Set the hot end aside to let the muffler cement set for more than an hour.
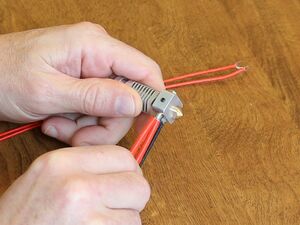
# [[File:athena_hexagon_insert_cartridge.JPG|thumb|right|Insert cartridge heater into its pocket.]]Insure the cartridge heater set screw is clear of the hole into which the heater slides. Insert the cartridge heater in the hole oriented so that the wires are parallel when looking down from the top to facilitate bending the wires up towards the top of the hot end. The wires should also exit from the same side the thermistor is on. Tighten the cartridge heater set screw with the 1.5mm hex key.{{clear}}
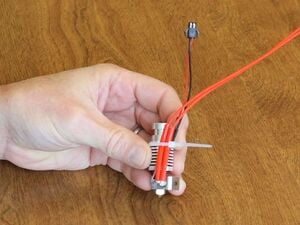
# [[File:athena_hexagon_secure_wires.JPG|thumb|right|Secure the wires to the heat sink.]]Bend the wires towards the entry of the hot end and secure in place with a small wire tie. Tighten the wire tie on the hexagonal portion just off the smooth round portion of the heat sink.{{clear}}
These instructions assume the Hexagon hot end has been partially assembled, i.e. the heat sink, aluminum heater block and nozzle have been assembled and tightened, and the cartridge heater set screw is in place. It is recommended that these components be tightened while HOT (>200 degrees C) to insure that they stay tight upon heating.
A 30W cartridge heater is generally used, but they come in different voltages. Insure that the voltage of the cartridge heater matches your printer power supply. A 24V power supply is now recommended.
Procedure
Push muffler cement into the thermistor pocket in the aluminum heater block.Using the piece of filament, force muffler cement down into the thermistor pocket in the aluminum heater block.
Insert wetted thermistor into its pocket.Wet the thermistor bead with muffler cement and insert it into its pocket in the aluminum heater block.
Set the hot end aside to let the muffler cement set for more than an hour.
Insert cartridge heater into its pocket.Insure the cartridge heater set screw is clear of the hole into which the heater slides. Insert the cartridge heater in the hole oriented so that the wires are parallel when looking down from the top to facilitate bending the wires up towards the top of the hot end. The wires should also exit from the same side the thermistor is on. Tighten the cartridge heater set screw with the 1.5mm hex key.
Secure the wires to the heat sink.Bend the wires towards the entry of the hot end and secure in place with a small wire tie. Tighten the wire tie on the hexagonal portion just off the smooth round portion of the heat sink.
j-head Hot End Materials and Tools
Hot end parts. Note thermistor is very small and to the right of the resistor.
Materials
Description
Count
j-head hot end
1
Heating resistor
1
Thermistor
1
PTFE resistor insulation, 19mm long
2
PTFE thermistor insulation, 25mm long
2
Kapton tape
Muffler cement
Necessary tools.
Tools
Wire cutters
Stick
Precision knife
Scissors
Note
The Athena uses a j-head hot end with a 0.5mm nozzle and accepting 1.75mm filament. There are different versions of the j-head - the one discussed here has the PEEK insulator and is designed for PLA and ABS filament. Even this design has a couple variants, one using a radial lead thermistor (bead-type) and another using an axial lead thermistor. The axial lead thermistor version is recommended as the thermistor leads are much more robust as compared to the brittle, hair-thin leads of the radial lead version. Regardless of the design variant, assembly is essentially identical. These instructions assume the axial lead thermistor is used.
Procedure
Test the fit of the resistor in the heating block.In some cases, the ceramic coating of the resistor is too large for the hole in the heating block. Press the resistor into the hole. Do not be concerned if some of the ceramic chips off. Remove the resistor from the hole.
Smear muffler cement on heating resistor.Strike off cement and pack around resistor.Smear a small amount of muffler cement around the entire exterior of the heating resistor and insert it into the large hole in the hot end's brass heating block. With the stick, strike off and pack cement in the ends. Set the hot end aside and let the muffler cement cure for several hours (24 hours recommended).
Push the larger PTFE insulation onto the resistor leads. Push the larger PTFE insulation cut to 19mm length onto the leads of the resistor. Push the insulation all the way to the resistor body. If necessary, carefully clean off cured muffler cement from the leads with the precision knife.
Trim the resistor leads leaving 6mm exposed.Leave 6mm of the resistor leads exposed. Trim the resistor leads with wire cutters, leaving 6mm of the leads exposed for later soldering.
Insert thermistor.Insert the thermistor and push the 25mm long PTFE insulators onto the leads. Approximately 4mm of the thermistors leads should be exposed for later soldering. Slide the thermistor into the small hole in the hot end's brass heating block.
Bend the resistor and thermistor leads towards top of hot end.Taking care to not dislodge the resistor, bend its leads up towards the top of the hot end. Do similarly with the thermistor leads, keeping the thermistor centered in the heating block.
Kapton tape securing leads to hot end.Insure that the PTFE insulation is pushed fully onto the leads and 6mm of the resistor leads are exposed and 4mm of the thermistor leads are exposed. Wrap kapton tape around the leads at the base of the plastic heatsink so that none of the openings in the heatsink are covered. Make 3-4 tight turns with the kapton tape, firmly securing the leads to the side of the hot end. This will relieve straining of the leads, improving performance and life of the hot end.