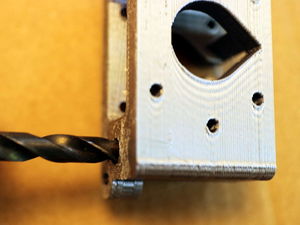
DO NOT DRILL THROUGH MOTOR OR IDLER END GUIDE ROD POCKETS The 8mm holes the steel guide rods are pressed into is NOT a through hole! Mark the drill bit to help keep from drilling through the ends.
The belt terminators (assembly steps detailed below) have a narrow passage that the belt passes through twice - that passage needs to be cleaned with the precision knife. (During printing of the terminators, small protrusions form, making it very difficult to slide the belt through the passage.) Additional insurance against loss of belt tension is afforded by the small wire ties on the belt tails.
Procedure
Remove sharp edges and strings from the printed parts with the precision knife.
Wipe down the guide rods with a clean, dry cloth or paper towel to remove any abrasive dust that may damage bearings.
Mark depth to ream guide rod pockets on 8mm drill bit. The idler end placement jig has a small indentation across it for marking the proper depth to drill the motor and idler ends. Use the jig to mark the drill bit with a felt pen.
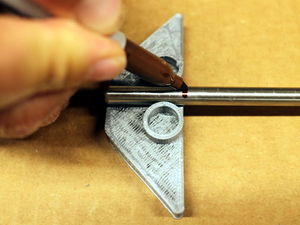
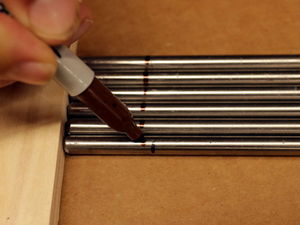
Mark ends of guide rod.Transfer to all guide rods. Use the idler end placement jig to similarly mark both ends of a guide rod. Transfer the markings from that guide rod to all other guide rods.
Ream motor and idler ends to mark on the 8mm drill. Ream the guide rod pockets in all idler and motor ends with the marked drill DO NOT DRILL ALL THE WAY THROUGH THE ENDS! If the ends are drilled through, they must be replaced.
Press guide rods into idler end pockets. Press the guide rods into their pockets in the idler ends. The rods should be snug, but not require pounding to insert. If you feel too much force is required, pull out the rod and ream the pocket again.
Slide LM8UU bearings onto guide rods. Slide a LM8UU guide rod onto each of the guide rods.
Lay idlers and guide rods down such that the three slots in the idler are on top. Lay the assemblies down such that the three slots in the idler end are on top.
Press guide rods into motor end pockets. The motor ends have two slots on the side where the guide rod pockets are. When inserting the guide rods into the motor ends, these slots should be on the opposite side of the three slots in the idler end. If the previous step was followed, the two slots in the motor ends will be on the bottom as you insert the guide rods.
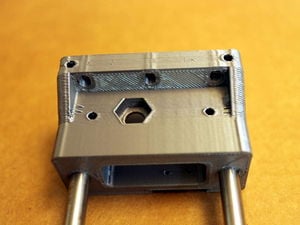
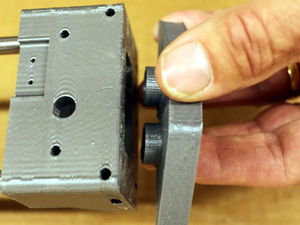
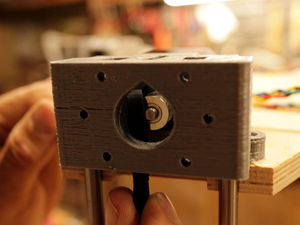
Check that rods are fully inserted. With both ends on the rods and in the correct orientation (slots on opposite sides of guide rods), fully insert the guide rods by pushing the assmebly down on the floor. Check the depth of the guide rods against the marks on the rods; the marks should be just above the pocket (see picture).
Insert idler placement jig with wide side facing slots. Press the idler placement jig into the end of the idler end with the wide side of the jig facing the three slots.
Align jig with donut and attach with #6 x 3/4" sheet metal screws. A friend is useful for this step and it is important that the jig is properly placed as this sets printer geometry, ensuring print quality. Lay the plywood donut on the table, ugly side up. Place the wide side of the idler placement jig against a short inside leg of the hexagon, making sure the jig is fully flush against the leg. Start one #6 x 3/4" sheet metal screw into the donut, but don't tighten until you have the jig properly placed. Tighten the screw, check the jig position and run the remaining screws into the donut. Repeat this step with the remaining two idler/guide/motor assemblies.
Attach the hexagonal base. A friend is useful for this step as well (and generally are in other areas in life). Carefully lay the assembly on its side and position the hexagonal base such that the guide rods rest in their reliefs cut in the base (see picture). Firmly push the guide rods into their reliefs and attach the base with a pair of #6 x 3/4" sheet metal screws. Rotate the assembly and repeat with remaining sides.
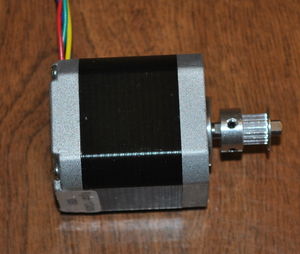
Attch pulleys. Place pulleys on the motor shafts so that approximately 5mm of shaft extends beyond end of pulley (see picture). Rotate pulley so that one set screw will engage with the flat portion of the shaft and tighten that set screw. Tighten the second set screw. Repeat with remaining pulleys and motors.
Secure motors to the motor ends. Stand the assembly up such that the motor end is on top. Slide a motor onto the motor end positioned such that the wires exit right or left, not up or down. Start a M3 x 12 mm socket head cap screw with washer through the interior hole in the motor end; do not tighten the screw (needlenose pliers or tweezers is helpful). Similarly start the other three screws and tighten them all after the last one was started. Repeat with the other two motor ends. Flip the assembly over so the idlers are on top.
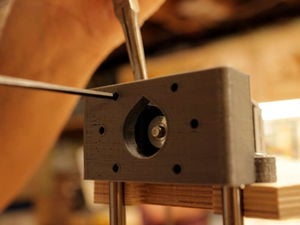
Assemble idler bearings. Create a cartridge of idler bearings and M8 washers in the following sequence: M8 washer - 608zz bearing - 608zz bearing - M8 washer. Insert the cartridge into the interior of an idler end and align as best you can with the 8mm hole.
Align idlers and secure in place with M8 x 40mm bolt. Use a thin tool (2.5mm allen wrench or small screwdriver) to better align the washer/bearing cartridge. When they are reasonably well aligned, carefully insert the 8mm drill bit to finalize alignment. Push a M8 x 40mm bolt through the assembly from the exterior side of the idler end. Secure in place with a M8 flat washer and M8 nut. Repeat with remaining two idler ends.
String belts over pulleys and idler bearings. Make a loop in the belt and insert through the top of the motor end on one side of the motor. Rotate and move the loop such that it engages the pulley. With the guide rods nearest you (such that other two sets are farther away) pass the belt over the idler bearing starting from your left side (the side of the idler end nearest the bearings). The two ends of the belt should meet on the right side. See picture in next step.
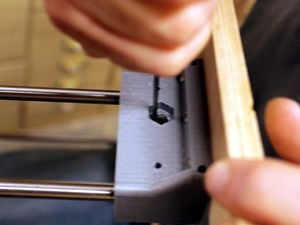
Attach fixed belt terminator. The fixed belt terminator (longer of the terminators) has a pocket for the head of an M3 screw. That pocket must face the exterior of the printer. With the fixed belt terminator properly oriented, slide the end of the belt coming down from the idler bearing through the terminator, around its end and then insert the end of the belt back into the terminator. Pull the terminator all the way to the end of the loop. When properly attached, a short tail of belt should be protruding from the end of the terminator (see picture).
The free belt terminator (shorter) has no special orientation. Slip the opposite end of the belt through the free terminator and make a loop around its end. Pulling the fixed terminator down and the free terminator up, position the belt loop such that it is 25 mm to 35 mm below the fixed terminator. Slide the free terminator towards the loose tail of the loop and hold it in place at the end of the tail. Slide the tail into the terminator and pull the terminator to the end of the loop.
Secure belt tails with small wire ties; clip belt if longer than 35 mm. Secure the belt tails immediately above and below the fixed and free belt terminators, respectively. Belt tails should be 25 mm to 35 mm long; excess should be trimmed off.
Tighten belts. Rotate the frame such that you're looking at one of the apexes across the interior of the frame. Start a large wire tie through the fixed belt terminator and then back into the interior of the frame through the free belt terminator. Secure the wire tie and use a needlenose pliers or lineman's pliers to pull the wire tie until the belt twangs when plucked (regular pliers tend to cut through the wire tie with potentially catastrophic consequence).
Repeat the previous five steps with the two remaining apexes.
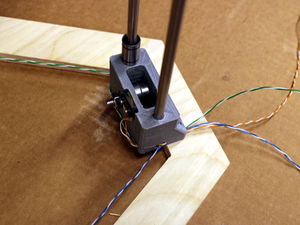
Attach limit switches. With the tip of the precision knife, ream the small holes in the idler ends where the screws secure the limit switches. This makes starting the screws much easier, but don't get carried away. Prepare six M2 x 12 mm socket head cap screws with M2 flat washers on them. The limit switches are both screwed and epoxied to the idler ends, so having the screws ready to go helps since celerity is required to get the switches in place before the epoxy cures. Note that the switches are positioned such that the tab is facing the nearest guide rod (see picture). Mix a small amount of plastic epoxy and smear a thin layer on the side of the switch mating with the idler end. Secure the epoxied switch in place with a pair of M2 screws.
Route the limit switch wires. All of the limit switch wires will run down one of the apexes. There are small holes in the tops of the idler ends through which the limit switch wires are run. Route the wires from two of the apexes to the third such that they neatly meet at the hole exiting the top, right of the third idler end (see picture). The holes are small; when running all three through the last one, pull one pair at a time and with the last wire, pull the previous two towards the interior and then use them to help the third pair through.
Note thin coating of grease on the guide rods. With a paper towel, smear a thin layer of white lithium grease on the guide rods. This is an essential step - failure to adequately lubricate the bearings will cause premature failure of bearings and grooving of guide rods.